Реферат: Расчет земляных работ
По нормативным данным вес труб:
Таблица 1
| Длина, м | Диаметр, мм ^ | Вес, кг |
| 12 | 63 | 12,6 |
| 12 | 110 | 24,84 |
| 12 | 225 | 102,6 |
Для выполнения этих работ подходит кран КС - 1561 со следующими характеристиками :
1) Расчетный вылет стрелы -11м;
2) Грузоподъемность - 4 т;
3) Базовый автомобиль - МАЗ-200. Грузозахватное приспособление - мягкие полотенца ПМ-521.
2.2.4 Указания по производству работ.
1. Сборка труб в нитку.
![]()
![]() Сборка труб в нитку производится на бровке траншеи. Трубы привозятся трубовозом марки ЗИЛ - 131 и складируются с последующей сборкой. Число привозимых труб одним трубовозом Æ 225 мм - 24 штук. Трубы меньших диаметров производятся в бухтах. При сборке труб в звенья используют наружные центраторы для удобства монтажа типа: ЦНЭ-8-15 для Æ 110-160 мм; ЦНЭ-16-15 для Æ 160-225 мм.
Сборка труб в нитку производится на бровке траншеи. Трубы привозятся трубовозом марки ЗИЛ - 131 и складируются с последующей сборкой. Число привозимых труб одним трубовозом Æ 225 мм - 24 штук. Трубы меньших диаметров производятся в бухтах. При сборке труб в звенья используют наружные центраторы для удобства монтажа типа: ЦНЭ-8-15 для Æ 110-160 мм; ЦНЭ-16-15 для Æ 160-225 мм.
|
|
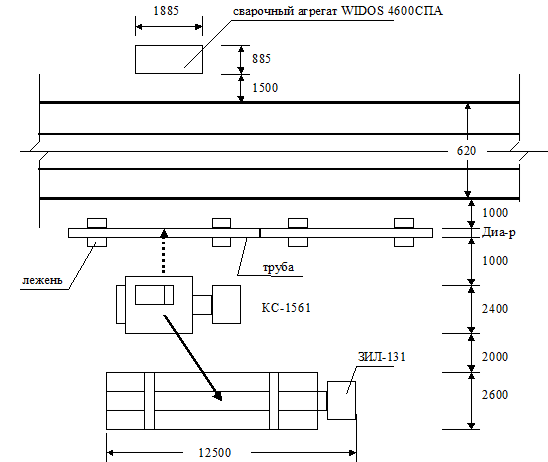
Схема производства работ:
2. Стыковое соединение звеньев.
Выполняется бригадой, состоящей из сварщиков 5 и 3 разрядов.
Сварка встык нагретым инструментом.
Сварку труб производят при температуре окружающего воздуха от -15°С до +40°С. Место сварки защищают от атмосферных осадков, пыли и песка. При сварке свободный конец трубы закрывают для предотвращения сквозняков внутри свариваемых труб.
Детали соединительные приваривают к трубам или отрезкам труб в
заготовительном цехе при температуре окружающего воздуха не ниже -5°С.
Стыковую сварку полиэтиленовых труб выполняют сварочной машиной «Видос-4600 СПА» с набором полуколец d=225 мм толщина стенки не менее 5 мм.
Технологический процесс соединения труб и деталей сваркой встык включает:
• Подготовку труб и деталей к сварке (очистка, сборка, центровка, механическая обработка торцов, проверка совпадения торцов и зазоров в стыке);
• Сварку стыка (оплавление, нагрев торцов, удаление нагретого инструмента, осадка стыка .охлаждение соединения).
Последовательность процесса сборки и сварки труб из полиэтилена.
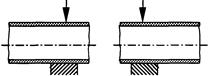
а)Центровка и закрепление в зажимах сварочной машины концов свариваемых труб.
б) Механическая обработка торцов труб с помощью торцовки.
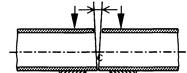
в)Проверка точности совпадения торцов по величине зазора «С»==0,5 мм для труб Æ свыше 110 до 225 мм.
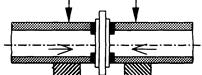
г)0плавление и нагрев свариваемых поверхностей нагретым инструментом
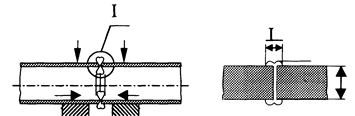
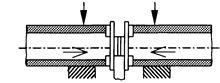
д) Осадка стыка до образования сварного соединения.
Перед сборкой и сваркой труб и соединительных деталей тщательно очищают их полости от грунта, снега, льда, камней и других посторонних предметов.
Концы труб и присоединительных деталей очищают от всех загрязнений на расстоянии не менее 50 мм от торцов. Очистку концов труб и деталей от пыли и песка производят сухими или увлажненными концами (ветошью) с последующей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом иди какими-либо жирами их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Концы труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают.
Сборку свариваемых труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора установки для сварки.
Концы труб и деталей центрируют по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб. Подгон?