Реферат: Разработка принципиальной схемы технологической линии теплоизоляции труб
· Линия дробеметной очистки стальных труб
· Заливка «Труба в трубе»
· Заливка фасонных изделий
· Производство ППУ скорлуп
2.1 Линия дробеметной очистки стальных труб
Стальные черные трубы перекладывается со стеллажей-накопителей на технологический рольганг и подаются в цех таким образом, чтобы обеспечить в дальнейшем непрерывное следование труб одна за другой без зазора. В процессе перемещения с вращением по рольгангу, трубы оснащают соединительными муфтами, которые предотвращают попадание дроби внутрь труб при дробеметной очистке в камере. Перемещаясь по рольгангу стальные трубы последовательно проходят через установку предварительного нагрева (сушки) труб и дробемет. После дробеметной очистки стальные трубы перемещаются с некоторым ускорением по технологическому рольгангу для того, чтобы обеспечить «угон» каждой предыдущей трубы и перекладываются сбрасывателем на траковое устройство участка сборки.
Оборудование участка очистки труб:
· Стеллаж-накопитель черных труб
· Технологический рольганг (L=18 м, 8 р/о)
· Установка предварительного нагрева (сушки) труб
· Установка дробеметной очистки труб
· Стеллаж-накопитель очищенных труб, пост
· Прижимная станция очистки с пневмоприводом
· Траковое Устройство участка сборки
· Сбрасыватель очищенных труб
· Технологический рольганг (L=12 м, 5 р/о)
2.2 Заливка «Труба в трубе»
Линия предназначена для производства прямых участков труб теплоизолированных пенополиуретаном (ППУ) в гидроизоляционной защитной оболочке. «Труба в трубе» представляет собой жесткую конструкцию, состоящую из стальной или полимерной трубы (рабочей), изолирующего слоя из жесткого ППУ и внешней защитной оболочки из полиэтилена (ПЭ) низкого давления для подземной бесканальной прокладки или оцинкованной спирально-замковой стали для воздушной прокладки.
Труба в сборе — это единая конструкция за счет связей между стальной трубой и слоем ППУ и между ППУ и оболочкой. Прочное сцепление достигается за счет предварительной дробеструйной обработки стальной трубы, оптимальной характеристики ППУ и обработки электрическим разрядом.
Технологическая линия оборудования по заливке по технологии «труба в трубе» состоит из двух производственных участков:
· участок очистки труб;
· участок теплогидроизоляции прямых участков трубопроводов.
Технологический процесс на участке очистки труб.
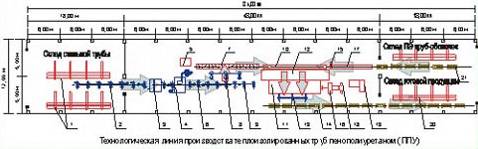
Стальные черные трубы перекладывается со стеллажей-накопителей (1) на технологический рольганг (2) и подаются в цех таким образом, чтобы обеспечить в дальнейшем непрерывное следование труб одна за другой без зазора. В процессе перемещения с вращением по рольгангу (2), трубы оснащают соединительными муфтами, которые предотвращают попадание дроби внутрь труб при дробеметной очистке в камере (4). Перемещаясь по рольгангу (2) стальные трубы последовательно проходят через установку предварительного нагрева (сушки) труб (3) и дробемет (4). После дробеметной очистки стальные трубы перемещаются с некоторым ускорением по технологическому рольгангу (9) для того, чтобы обеспечить «угон» каждой предыдущей трубы и перекладываются сбрасывателем (8) на траковое устройство участка сборки (7).
Технологический процесс теплогидроизоляции прямых участков трубопроводов.
Трубу, находящуюся на траковом устройстве (7) оснащают центраторами, на которых закрепляют сигнальные провода системы оперативного дистанционного контроля (ОДК). Затем, стальную трубу при помощи тракового устройства (7) перемещают на стол сборки труб и оболочек (10), где уже должна находиться полиэтиленовая или оцинкованная спирально-замковая стальная труба-оболочка, вставляя и перемещая стальную очищенную трубу внутрь трубы-оболочки. Полиэтиленовая или стальная труба-оболочка попадает на стол (10) участка сборки труб и оболочек следующим образом: из склада труба-оболочка перекладывается на транспортер (конвейер) для оболочек (21). С помощью этого транспортера (21) труба перемещается к столу установки подгона длины оболочек (17) и затем трубу-оболочку размещают на этом столе. С помощью отрезного устройства (15) установки подгонки длины оболочек, приводят длину трубы-оболочки в точное соответствие с длиной стальной очищенной трубы, поступившей на траковое устройство (7) и затем перемещают трубу-оболочку на стол (10) и закрепляют трубу-оболочку на нем. После размещения стальной трубы с центраторами и проводами системы ОДК внутри оболочки, образовавшуюся конструкцию «сборку» перемещают со стола участка сборки труб и оболочек (10) в камеру термостабилизации «сборок» (12). Затем «сборки» из камеры термостабилизации (12) перемещают на заливочный стол (11). На заливочном столе (11) «сборки» оснащают технологическими заглушками, а затем с помощью дозирующе-смесительной установки (16) необходимое количество смешанных жидких компонентов пенополиуретана заливают в межтрубное пространство между стальной трубой и оболочкой. После технологической выдержки необходимой для вспенивания и полимеризации компонентов ППУ, технологические заглушки снимают, а готовые теплоизолированные трубы перекладчиком теплоизолированной трубы (13) перемещают с заливочного стола (11) на транспортер теплоизолированной трубы (14) для перемещения готовых труб из цеха и размещения их на складе готовой продукции (20).
Оборудование участка очистки труб:
· Стеллаж-накопитель черных труб