Реферат: Станы холодной прокатки
Программное обеспечение решения поставленной задачи оптимизации было осуществлено на основе алгоритмического метода целенаправленного перебора вариантов. Аналитическое описание данного метода может быть представлено в виде:
![]()
где ![]() - величина абсолютного обжатия полосы в i-ом проходе;
- величина абсолютного обжатия полосы в i-ом проходе;
![]() - порядковый номер очередного цикла итерационной процедуры решения;
- порядковый номер очередного цикла итерационной процедуры решения;
![]() - шаг изменения величины абсолютного обжатия, количественная оценка которого была принята переменной в зависимости от степени приложения промежуточных результатов к исходному;
- шаг изменения величины абсолютного обжатия, количественная оценка которого была принята переменной в зависимости от степени приложения промежуточных результатов к исходному;
![]() - заданные значения параметров
- заданные значения параметров ![]() ,
, ![]() ,
, ![]() непосредственно связанных с принятым критерием оптимальности;
непосредственно связанных с принятым критерием оптимальности;

Учитывая изложенное выше и исходя из логики функциональных связей между величиной абсолютного обжатия и энергосиловыми параметрами процесса горячей прокатки, решение задачи оптимизации по условию полной загрузки механического оборудования можно представить в виде последовательных пошаговых приращений:
![]()
в случае одновременного выполнения каждого из условий: ![]() ,
, ![]() ,
, ![]() .
.
В случае же невыполнения хотя бы одного из этих условий, изменяем величину шагового приращения:
![]()
где ![]() - исходная толщина листа в данном проходе.
- исходная толщина листа в данном проходе.
Таким образом, может быть определено абсолютное обжатие, соответствующее условию обеспечения максимально допустимой загрузки и, как следствие, условию достижения максимальной производительности механического оборудования конкретных прокатных станов.[ 4 ]
4 Определение технологических режимов прокатки листа 0.35×1400
Выбираем в качестве заготовки для производства листа 0.35×1400 (материал ‑ сталь 08кп) полоса толщиной 1,8 мм, шириной 1400мм и длиной 1500мм.
Определим энергосиловые параметры прокатки в черновой клети. Расчет проведем по инженерной методике.
Начальная толщина раската h0 =1,319мм, абсолютное обжатие ∆h=0,939мм, ширина проката 1400мм, радиус валков R=300мм, скорость прокатки 43,8 м/с.
![]()
![]()
![]()
![]() коэффициенты регрессии;
коэффициенты регрессии;
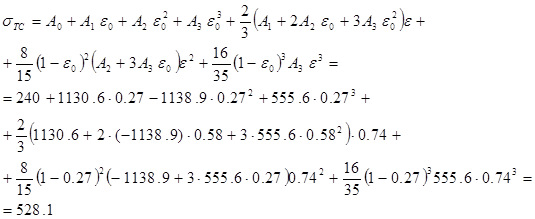
Удвоенное сопротивление сдвигу: ![]() МПа.
МПа.
Т.к. переднее и заднее натяжения отсутствуют, то ξ0 =ξ1 =1
d=2f l / Dh= 2∙0,09∙4.54/0.069=11.84
![]()