Реферат: Статистические методы контроля качества
Понятие доли дефектных единиц продукции употребляется в том случае, когда имеется в виду доля дефектных единиц продукции в совокупности дефектных и годных единиц.
Тогда р определяется следующим образом: р (доля дефектных единиц продукции) равно общему количеству обнаруженных дефектных изделий, деленному на общее количество проверенных изделий.
![]()
Понятие количества дефектов на единицу продукции используется тогда, когда изделие не считается ни браком, ни годным, а определяется только количеством дефектов в изделии.
Таким образом, с (количество дефектов на единицу продукции) равно общему количеству обнаруженных дефектов, деленному на общее количество проверенных изделий.
![]()
Характеристики р и с являются статистическими оценками совокупности р ’ и с’ .
2.2.1 Теоретическое распределение доли дефектных единиц продукции при постоянных n и p
Для того чтобы показать сущность рассматриваемых контрольных карт, часто используется сосуд с шариками из которого можно извлечь выборку. Белые шарики считаются изделиями, которые соответствуют установленным требованиям, а красные шарики имитируют дефектные изделия. Данные были получены в результате случайной выборки из сосуда, в котором содержится большое количество шариков; при этом известно, что доля брака 0,04. Было отобрано 200 выборок по 50 образцов в каждой.
Таблица 2‑2 Учет результатов наблюдений
| d | n | p | марка | f | |||||||||||
| 0 | 50 | 0 | |||| | |||| | |||| | |||| | |||| | |||| | |||| | 34 | |||||
| 1 | 50 | 0,02 | |||| | |||| | |||| | |||| | |||| | |||| | |||| | |||| | |||| | 49 | |||
| 2 | 50 | 0,04 | |||| | |||| | |||| | |||| | |||| | |||| | |||| | |||| | |||| | |||| | |||| | |||| | 60 |
| 3 | 50 | 0,06 | |||| | |||| | |||| | |||| | |||| | |||| | |||| | 35 | |||||
| 4 | 50 | 0,08 | |||| | |||| | |||| | ||| | 18 | ||||||||
| 5 | 50 | 0,10 | ||| | 3 | |||||||||||
| 6 | 50 | 0,12 | | | 1 | |||||||||||
| 7 | 50 | 0,14 | 0 | ||||||||||||
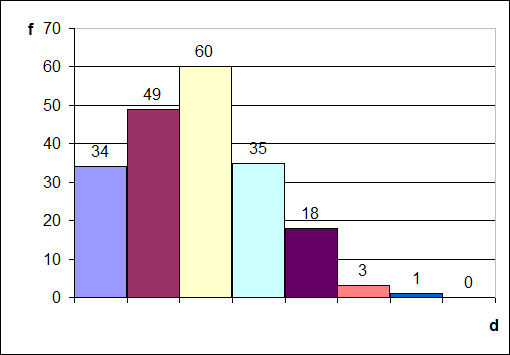
Рис. 2‑3. Распределение долей брака
Гистограмма показывает распределение долей брака. Она служит примером изменения доли дефектных единиц продукции в выборке, которая может возникнуть, если выборки по 50 образцов отбираются из совокупности с долей дефектных единиц р ’ =0,04.
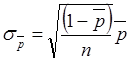
Распределение частот, полученных таким образом, используется для определения положения границ регулирования контрольных р -карт. Одно из свойств этого распределения: среднее квадратическое отклонение распределения определяется выражением
2.2.2 Контрольная р -карта для выборки постоянного объема
Таблица 2‑3. Данные для р - карты
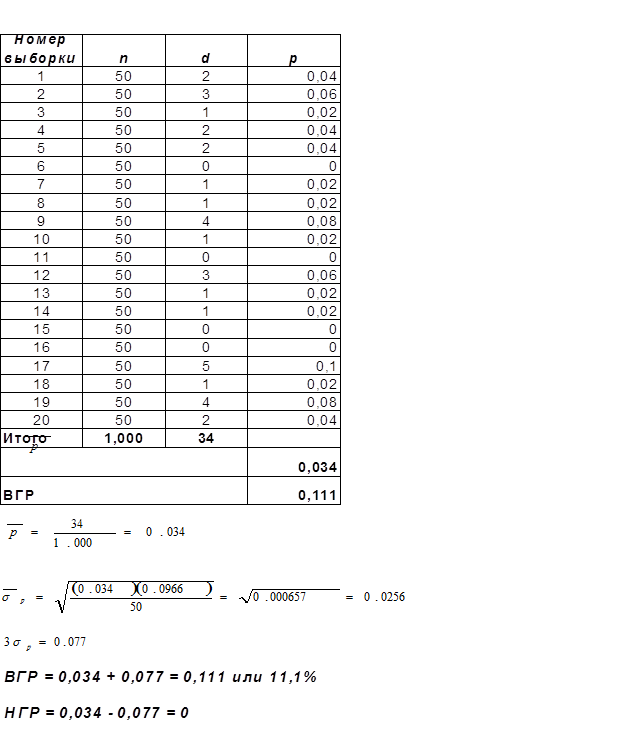
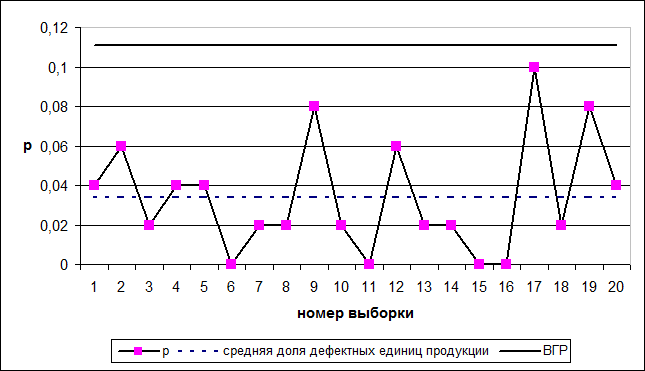
Рис. 2‑4. р - карта для данных, указанных в таблице 2-3
Данные приведенные в таблице, показывают результат 20 выборок (50 образцов каждая) из сосуда, в котором имеется 4% красных шариков (дефектных единиц продукции). Эти выборки имитируют ежедневную выборку из процесса, продолжающегося в течение месяца. Значения р последовательно заносятся на р -карту.
Центральная линия на р -карте определяет значения ![]() или среднюю долю дефектных единиц продукции. Величина
или среднюю долю дефектных единиц продукции. Величина ![]() равна общему количеству дефектных изделий, деленному на общее количество проверенных р изделий:
равна общему количеству дефектных изделий, деленному на общее количество проверенных р изделий: ![]() . Это значение р можно получить, рассчитав среднее значение всех р ; однако если объем выборки не постоянный, то таким способом его вычислить нельзя. А указанная выше формула всегда справедлива.
. Это значение р можно получить, рассчитав среднее значение всех р ; однако если объем выборки не постоянный, то таким способом его вычислить нельзя. А указанная выше формула всегда справедлива.
Границы регулирования определяются по формуле ![]()
Если на р -карте по результатам статистического контроля ни одна точка не находится вне границ регулирования, то процесс считается налаженным; при этом все отклонения точек от центральной линии являются случайными.
Если впоследствии какая-либо точка оказывается вне границ регулирования, то это значит, что появилась определенная причина разладки процесса.
2.3 Статистический приемочный контроль по альтернативному признаку
Потребитель, как правило, не имеет возможности контролировать качество продукции в процессе ее изготовления. Тем не менее, он должен быть уверен, что получаемая им от изготовителя продукция соответствует установленным требованиям, и, если это не подтвердится, он вправе потребовать от изготовителя замены брака или устранения дефектов.
Основным методом контроля поступающих потребителю сырья, материалов и готовых изделий является статистический приемочный контроль качества продукции.
Статистический приемочный контроль качества продукции – выборочный контроль качества продукции, основанный на применении методов математической статистики для проверки качества продукции установленным требованиям.