Реферат: Суперфиниширование
ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПРОЦЕССА СУПЕРФИНИШИРОВАНИЯ
Общие признаки и Особенности процесса суперфиниширования
В настоящее время в серийном и массовом производстве при изготовлении ответственных деталей предъявляются высокие требования к точности и шероховатости поверхности: некруглость менее 1 мкм, волнистость менее 0,2 мкм, нецилиндричность и непрямолинейность образующей менее 2—5 мкм, параметр шероховатости Ra = 0,02— 0,8 мкм, отсутствие дефектного слоя металла (структурно-фазовых изменений, напряжений растяжения, микротрещин), определенные значения параметров формы микронеровностей и опорной поверхности.
Обеспечение этих требований достигается с помощью таких процессов абразивной обработки, как хо-нингование и суперфиниширование брусками из традиционных и сверхтвердых абразивных материалов. Эти процессы относят к процессам доводки; хонингование производится при одновременно выполняемых вращательном и возвратно-поступательном движениях инструмента (головки с брусками), суперфиниширование— при вращении заготовки и колебательном движении бруска. Суперфинишная головка с бруском или заготовка может совершать также движение подачи вдоль оси заготовки. На рис. 1.1 приведенa схемa рабочих движений. При суперфинишировании прижим бруска осуществляется с помощью гидравлических или пневматических систем.
При контакте рабочей поверхности бруска с обрабатываемой поверхностью заготовки происходит царапание металла одновременно большим числом абразивных частиц. Размер таких частиц при суперфинишировании—5—20 мкм, среднее число частиц на поверхности бруска 0.004-0.005 зерен на 1 мм2 . Основными видами взаимодействия абразивных зерен с металлом являются микрорезание со снятием тончайших стружек и трение с пластическим оттеснением металла. Для интенсивного резания необходимо, чтобы абразивный брусок самозатачивался путем скалывания и вырывания затупившихся зерен из связки. При использовании брусков из сверхтвердых абразивных материалов (алмаза, эльбора) зерна длительное время со-
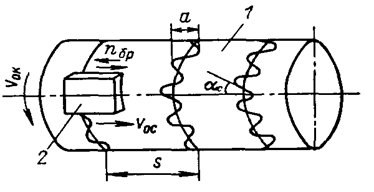
/ — деталь; 2 — брусок ( V .— окружная скорость детали. S —осевая подача, Оос — скорость осевой подачи, n — частота колебании бруска, а — размах колебаний, ас — угол сетки).
храняют свою остроту, преобладает микроскалывание зерен,а не вырывание их,что значительно повышает стойкость брусков.
Путем выбора оптимальных характеристик брусков и регулирования параметров обработки (скорости, давления) можно управлять процессом обработки, осуществляя на первой стадии непрекращающееся резание металла в течение достаточно длительного времени, необходимого для исправления погрешностей формы заготовки, удаления исходной шероховатости и дефектного слоя. Скорость съема металла при этом составляет 2—4 мкм/с. Для получения поверхности с малой шероховатостью (0,04—0,08 мкм), а также для создания благоприятного микрорельефа поверхности деталей и упрочненного поверхностного слоя металла процесс обработки на заключительной стадии может быть переведен в режим преобладающего граничного трения, при котором съем металла резко сокращается, а брусок выглаживает обрабатываемую поверхность. Такой переход можно осуществить, изменяя параметры обработки: повышая окружную скорость заготовки или инструмента, снижая давление бруска и частоту колебаний бруска.
Ранее применявшийся процесс обработки брусками с самопрекращением резания и съема металла был неуправляемым и не мог обеспечивать стабильного качества деталей, так как самопрекращение съема металла часто происходит значительно раньше, чем удаляется припуск, необходимый для исправления погрешностей формы и устранения дефектного слоя.
В отличие от шлифования, при котором контактная поверхность составляет незначительную часть рабочей поверхности круга, при суперфинишировании брусок постоянно соприкасается с деталью по всей рабочей поверхности, причем в начальный момент времени брусок прирабатывается к обрабатываемой поверхности. Такой контакт пары брусок — заготовка способствует повышению производительности обработки и точности формы деталей. Давление при суперфинишировании на поверхности контакта бруска с деталью составляет 0,1—1 МПа, что в 10—100 раз меньше, чем давление при шлифовании. Скорость резания при обработке брусками 10—100 м/мин, т. е. в 15—100 раз ниже, чем при шлифовании. В результате при суперфинишировании тепловыделение в зоне обработки значительно ниже, чем при шлифовании, а контактная температура не превышает 60—100 °С. Таким образом, отсутствуют физические причины образования в поверхностном слое микротрещин и прижогов, а также остаточных напряжений растяжения.
. При суперфинишировании с упругим (через пружину) поджимом бруска жесткость системы мала, а сила резания практически постоянна, независимо от формы заготовки, вследствие чего происходит незначительное исправление погрешностей формы. В настоящее время разработаны и широко применяются конструкции суперфинишных головок с более жесткой гидравлической системой прижима бруска, которые значительно повышают производительность и точность обработки.
Характерным признаком процесса суперфиниширования является повышенная частота (20—50 Гц) колебаний абразивного бруска. Колебательное движение интенсифицирует процессы и резания металла, и самозатачивания бруска, создает более однородный микрорельеф с меньшей шероховатостью обработанной поверхности. В настоящее время разработаны и используются станки и головки для наружного суперфиниширования внутренних поверхностей (например, дорожек качения наружных колец подшипник
ов ).
Области применения операции суперфиниширования .
Суперфиниширование применяют в качестве финишной операции, в основном при обработке наружных поверхностей деталей, эксплуатируемых в условиях трения скольжения или качения; в ряде случаев суперфинишированием обрабатывают также внутренние и торцовые поверхности, например дорожки качения наружных колец радиальных и упорных подшипников качения. Как правило, суперфиниширование производят после операций шлифования, а для нетермообрабо-танных деталей — после операций тонкого точения. Суперфинишированию подвергаются поверхности деталей, установленных как в центрах (рис. 1.7, а), так и на опорных валках, т. е. бесцентровым методом (рис. 1.7,6). Можно суперфинишировать пологие конические поверхности, для чего при центровой обработке головка с бруском разворачивается на требуемый угол, а при бесцентровой — используются специальные профильные опорные валки. Для суперфиниширования внутренних поверхностей (отверстий) небольшой длины (рис. 1.7, б) деталь устанавливают в патроне, а брусок закрепляют в специальной державке, которую вводят в обрабатываемое отверстие. При суперфинишировании внутренних сферических поверхностей (рис. 1.7,г), главным образом желобов колец шарикоподшипников, деталь вращается, а брусок совершает колебательное движение относительно центра качаний, выбранного так, чтобы радиус качаний совпадал с радиусом желоба. Суперфиниширование плоских торцовых поверхностей (рис. \.7,д) выполняется с помощью вращающегося •шлифовального круга, шпиндель которого может совершать также колебательное движение. Ось вращения круга, как правило, смещена но отношению к оси
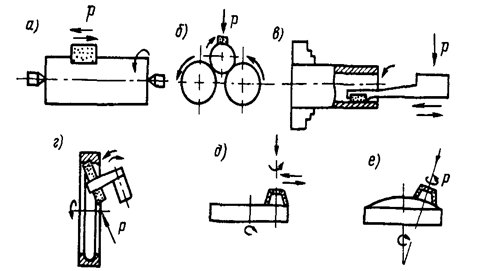
Рис. 1.7. Схемы суперфиниширования деталей различной конфигурации: а—цилиндрических и конических (в центрах), б—цилиндрических и пологих конических (на опорных валках); в—отверстии; г— внутренних сферических поверхностей; д — плоских торцовых поверхностей, е — выпуклых торцовых поверхностей
детали. При обработке выпуклых торцовых поверхностей (рис. 1.7, е) ось вращения круга наклоняется по отношению к оси детали под некоторым углом.
Широкое распространение суперфиниширование получило в производстве подшипников для доводки дорожек качения колец и роликов. В автомобильной и тракторной промышленности суперфинишированием обрабатывают шейки коленчатых и распределительных валов, поршневые пальцы, валы коробок передач, штоки амортизаторов. В станкостроении суперфиниши-руют шпиндели и пиноли, в других отраслях машиностроения — гладкие и ступенчатые валы, оси, роторы, калибры и другие детали.
Выбор брусков для суперфиниширования
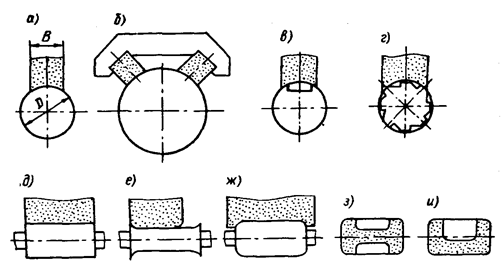
Одним из условий наиболее эффективного выполнения операции суперфиниширования является правильный выбор размеров брусков. Рабочую ширину бруска В (рис. 4.1, а) выбирают в зависимости от диаметра обрабатываемой детали D, т. е.
В= (0,4— 0,7) D ,
 причем с увел
причем с увел
Рис. 4.1. Форма и размеры брусков для суперфиниширования
ичением диаметра детали отношение B / D уменьшается. При использовании чрезмерно широких брусков затрудняются доступ смазочно-охлаждающей жидкости в зону обработки и удаление отходов, что приводит к ухудшению качества
поверхности детали. Кроме того, при очень большой дуге контакта бруска с деталью наблюдается обламывание кромок бруска, особенно в начале обработки, когда усилия резания резко изменяются под влиянием погрешностей геометрической формы детали.
|
Таблица 4.7 Выбор ширины и числа брусков для суперфиниширования |
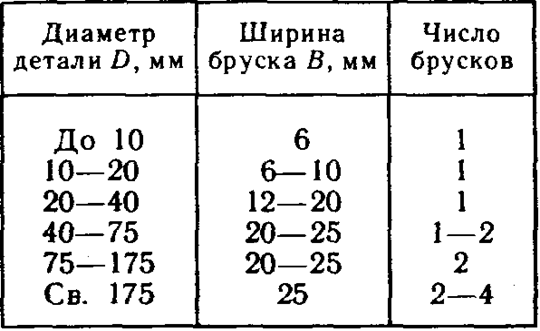
Для обработки деталей больших диаметров следует применять два бруска (рис. 4.1, б) и более, используя для этого специальные державки. В табл. 4.7 приведены данные по выбору оптимальных ширины и числа брусков при суперфинишировании в зависимости от диаметра детали. При обработке деталей со шпоночными канавками, пазами, окнами ширина бруска должна быть не менее полуторной ширины канавки или паза (рис. 4.1, в), а при обработке разверток (рис. 4.1, г) под бруском должно одновременно находиться не менее трех зубьев.
Длина бруска L составляет 1,5—3 его ширины В. При большей длине возможен перекос бруска по отношению к оси детали, что приводит к его неравномерному изнашиванию и ухудшению качества поверхности детали. При обработке коротких открытых участков деталей без продольной подачи длина бруска должна быть равной длине обрабатываемой поверхности, что способствует получению правильной геометрической формы детали (рис. 4.1,<9), так как при более коротком бруске образуются вогнутые (рис. 4.1,е), а при более длинном бруске — выпуклые (рис. 4.1, ж) краевые зоны, что нежелательно.
Обработку без продольной подачи коротких участков, ограниченных буртиками и уступами, производят брусками, длина которых
1==1об— а,
где /об — длина обрабатываемой поверхности; а — размах колебаний бруска.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--