Реферат: Сварочные генераторы: общие сведения
Выполнил:
Ст.гр. 10690
Лавровский М.В.
Проверил:
Зав. каф. СП
Зернин Е.А.
Юрга 2009
Существует много способов и технологий сварки, объединенных одним общим принципом: в месте соединения детали расплавляют, что приводит к образованию шва. Для этого применяют электрическую, механическую и химическую энергию либо их сочетание. Для сварки металлов при помощи электрического тока создан целый ряд приборов:
1. сварочные трансформаторы;
2. инверторы;
3. установки для дуговой сварки;
4. машины для контактно-точечной сварки;
5. сварочные выпрямители;
6. сварочные генераторы (сварочные агрегаты);
7. сварочные полуавтоматы.
Сварочные генераторы для ручной дуговой сварки
Сварочные генераторы в основном применяются при ручной дуговой сварке штучными электродами. Как известно, по условиям статической устойчивости дуги в этом случае генератор должен иметь крутопадающие внешние статические характеристики, т. е. напряжение на зажимах генератора должно резко уменьшаться при увеличении сварочного тока.
Это требование объясняется тем, что ручная дуговая сварка наряду с относительно быстрыми изменениями длины дуги, связанными с процессом переноса металла при сварке, обычно сопровождается относительно медленными изменениями длины дуги, связанными с движениями руки сварщика и изменением конфигурации детали. При этих медленных колебаниях длины дуги точка устойчивого горения дуги лежит на внешней статической характеристике сварочного генератора. Если эта характеристика крутопадающая, то при изменениях длины дуги изменения тока сварки будут относительно небольшими. С другой стороны, известно, что стабильность горения дуги тем выше, чем меньше отклонения тока от заданного значения при изменениях длины дуги. Поэтому для ручной дуговой сварки применяются сварочные генераторы с крутопадающими внешними статическими характеристиками. Следует, однако, отметить, что и здесь возможны случаи, когда слишком большая крутизна внешней статической характеристики может препятствовать нормальному проведению сварочного процесса. Так, например, при сварке ответственных соединений в вертикальном и потолочном положениях с целью уменьшения тепловложений в шов, сварщик иногда периодически удлиняет дугу для соответствующего уменьшения сварочного тока. При этом необходимо, чтобы внешняя характеристика была более пологой, так как только в этом случае изменение длины дуги приведет к ощутимому изменению сварочного тока и сварщик сможет периодически уменьшать его. Однако во всех случаях ручной дуговой сварки установившийся ток короткого замыкания не должен чрезмерно превышать рабочий ток. При больших значениях тока короткого замыкания возможны прожоги, осыпание обмазки и др.
Сварочные генераторы для автоматизированной сварки
Несколько другие требования предъявляются к внешним статическим характеристикам сварочных генераторов, предназначенных для автоматизированной сварки на аппаратах, оснащенных автоматическими регуляторами режима сварки (автоматы, полуавтоматы). Саморегулирование дуги при этом способе сварки проявляется наиболее эффективно в том случае, когда сварочный генератор имеет более пологие или даже возрастающие (жесткие) внешние статические характеристики.
Таким образом, для автоматизированных способов сварки с саморегулированием дуги требуется, чтобы сварочный генератор имел семейство жестких внешних статических характеристик.
Из перечисленных видов внешних статических характеристик сварочных генераторов наибольшую трудность представляет получение семейства регулируемых крутопадающих внешних статических характеристик. В отечественной и зарубежной практике применялось несколько схем коллекторных генераторов для этих целей;
· сварочные генераторы поперечного поля;
· сварочные генераторы с расщепленными полюсами;
· сварочные генераторы с последовательной обмоткой возбуждения.
В СССР выпускались генераторы всех указанных типов, однако в последние годы в связи с простотой конструкции и энергетическими преимуществами коллекторные сварочные генераторы выпускаются в СССР только по схеме с последовательной обмоткой возбуждения. Эти генераторы составляют основную долю парка эксплуатируемых машин. Поэтому в этом разделе рассматриваются только генераторы с последовательной обмоткой возбуждения. Принципиальная схема генератора с последовательной обмоткой возбуждения показана на рис. 1.
При холостом ходе генератора (сварочная цепь разомкнута) на его зажимах создается напряжение холостого хода, равное по значению ЭДС, создаваемой в обмотке якоря ОЯ. Это напряжение при прочих равных условиях зависит от магнитного потока, который создается обмоткой возбуждения ОВН и, в свою очередь, определяется током возбуждения в этой обмотке, изменяемым с помощью, регулировочного реостата R.
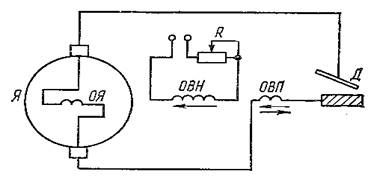
Рис. 1 - Принципиальная схема коллекторного сварочного генератора для дуговой сварки
После зажигания дуги Д в цепи якоря Я генератора протекает сварочный ток, проходящий и через витки последовательной обмотки возбуждения ОВП, которая включена при работе на крутопадающих характеристиках таким образом, что создаваемый ею магнитный поток направлен против магнитного потока, создаваемого намагничивающей обмоткой ОВН. В результате этого с ростом сварочного тока суммарный поток в воздушном зазоре генератора уменьшается, уменьшается и ЭДС, наводимая в обмотке якоря, и напряжение на зажимах сварочного генератора. Получается крутопадающая внешняя статическая характеристика. Следует отметить, что в большинстве сварочных генераторов, особенно предназначенных для установки в сварочные агрегаты, обмотка независимого возбуждения питается не от постороннего источника, а от «третьей», добавочной, щетки, установленной между главными щетками, т. е. генераторы выполняются с самовозбуждением.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--