Реферат: Сверлильные и расточные станки
На рис. 2.6.1 приведен общий вид радиально-сверлильного станка. К фундаментной плите 1 крепят неподвижную колонну 2 с поворотной гильзой 3. На гильзе установлена траверса 4, которая может перемещаться по ней и закрепляться с помощью механизма 5 на определенной высоте в зависимости от размеров обрабатываемой заготовки. Шпиндельная головка 6, внутри которой находятся коробка скоростей 7 и коробка подач 8, перемещается по направляющим траверсы в горизонтальном направлении и вместе с траверсой поворачивается вокруг колонны. Шпиндель 9 с инструментом получает главное вращательное движение и движение подачи (поступательное вертикальное). Заготовку закрепляют на столе 10 или непосредственно на фундаментной плите 1. Инструмент устанавливают в рабочее положение перемещением траверсы вокруг колонны, шпиндельной головки — по направляющим траверсы и шпинделя — вдоль его оси.
2.7 Обработка поверхностей заготовок на агрегатных станках
На агрегатных станках заготовки одновременно обрабатывают несколькими инструментами.
Агрегатные станки изготовляют из стандартных и нормализованных деталей и узлов (агрегатов). Компоновка станков весьма разнообразна. Она зависит от формы и размеров заготовок, характера выполняемых работ и т.д.
На рис. 2.7.1 приведена одна из разновидностей компоновки агрегатного станка.
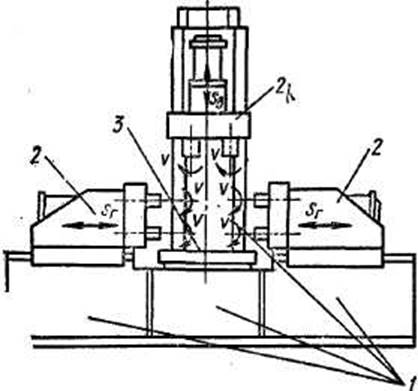
Рис.2.7.1 Общий вид агрегатно-сверлильного станка
Основными нормализованными узлами станка являются станина 7, агрегатная (силовая) головка 2 и стол 3. Заготовку крепят в приспособлении, установленном на столе станка, и обрабатывают с трех сторон одновременно многими инструментами, закрепленными в шпинделях силовых головок. Инструментальные шпиндели вращаются от приводного вала силовой головки — главное движение, а подачу вдоль оси отверстия получают вместе с корпусом силовой головки перемещением ее по направляющим станины.
На агрегатных станках наряду со сверлением растачивают отверстия, фрезеруют поверхности и т. д. Агрегатные станки являются преимущественно станками-полуавтоматами и их часто встраивают в автоматические линии. Они обеспечивают стабильную точность обработки и допускают многократное использование нормализованных деталей и узлов при перекомпоновке станка на выпуск нового изделия.
2.8 Сверление глубоких отверстий
Глубокие отверстия, у которых длина больше пяти диаметров, сверлят на специальных горизонтально-сверлильных станках.
Режущим инструментом являются сверла специальной конструкции (см. рис. 2.3.2). При сверлении глубоких отверстий обычными спиральными сверлами невозможно обеспечить прямолинейность оси отверстия. Это объясняется погрешностями при заточке спирального сверла и неравномерностью износа главных режущих лезвий, что приводит к неравенству сил резания на главных режущих лезвиях, в результате чего происходит «разбивание» отверстия и увод его оси в сторону. Кроме того, с увеличением длины отверстия затрудняются подвод смазочно-охлаждающей жидкости и отвод стружки из зоны резания.
На рис. 2.8.1, а показана схема сверления отверстия одно-лезвийным специальным сверлом на горизонтально-сверлильном станке. Заготовка 2, закрепляемая в патроне 1 и люнете 3, получает вращательное (главное) движение через коробку скоростей, расположенную в шпиндельной бабке. Сверло 9 закрепляют на резьбе в стебле 5 (трубе), второй конец последнего — в суппорте 6. Перемещением суппорта по направляющим: станины сообщают сверлу продольную подачу. Смазочно-охлаждающая жидкость под большим давлением подается насосом из резервуара 8 по трубопроводу через маслоприемник 4 к режущему лезвию сверла. Стружка отводится вместе с жидкостью через внутренний канал сверла в стружкосборник 7, где она задерживается, а жидкость стекает в отстойник резервуара 8.
При данном методе глубокого сверления весь металл, подлежащий удалению для образования отверстия заданного размера, превращается в стружку (рис. 2.8.1, б).

Рис. 2.8.1 Схема глубокого сверления
Глубокие отверстия большого диаметра ( D > 100 мм) сверлят сверлами кольцевого типа. В процессе сверления в стружку превращается только металл кольцевой полости (рис. 2.8.1, в). Оставшийся после кольцевого сверления центральный стержень используют как заготовку для изготовления различных деталей.
2.9 Технологические требования к конструкциям деталей машин, обрабатываемых на сверлильных станках
Отверстия, к которым предъявляют высокие требования по точности изготовления, необходимо выполнять сквозными (рис. 2.9.1, а), а не глухими. Форма и размеры дна глухих отверстий должны соответствовать форме и размерам стандартного инструмента (рис. 2.9.1, б).
У ступенчатого отверстия переходы от одного диаметра к другому лучше делать коническими (рис. 2.9.1, в), так как уступы, расположенные под прямым углом к оси детали, значительно усложняют обработку.
Поверхность, на которой нужно сверлить отверстие, должна быть перпендикулярна его оси, иначе (рис. 2.9.1, г) может произойти поломка сверла. С этой целью на цилиндрических поверхностях литых деталей необходимо предусматривать плоскости, перпендикулярные к оси отверстия (рис. 2.9.1, д), а на заготовках из проката фрезеровать уступы (рис. 2.9.1, е).
Смазочные отверстия лучше располагать перпендикулярно к поверхности, на которой они должны находиться (рис. 2.9.1, ж). Наклонное их расположение (рис. 2.9.1, з) затрудняет обработку.
Глубокие отверстия (рис. 2.9.1, и) рекомендуется заменять двумя неглубокими (рис. 2.9.1, к), что обеспечивает их одновременную обработку с двух сторон на агрегатном станке.
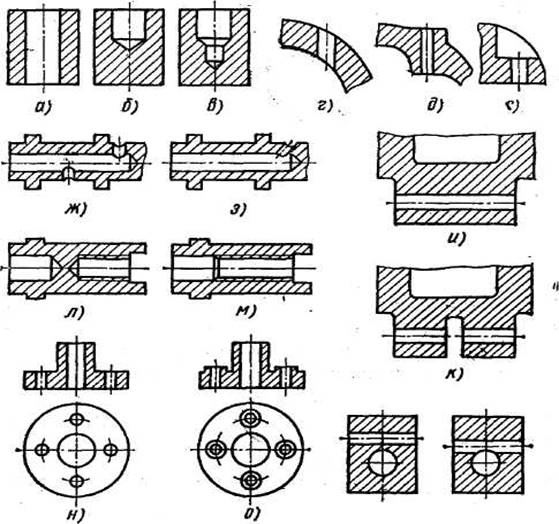
Рис. 2.9.1 Примеры конструкций деталей машин, обрабатываемых на сверлильных станках
Рекомендуется использовать ступенчатые отверстия (рис. 2.9.1, м) вместо двух глухих соосных отверстий (рис. 2.9.1, л), что исключает необходимость обработки их за две установки и устраняет погрешности, связанные с взаимным расположением отверстий.
На заготовках формы тел вращения следует предусматривать сплошную обработку торцовой поверхности фланца (рис. 2.9.1, н) вместо обработки торцовой поверхности каждого отверстия (рис. 2.9.1, о).
При проектировании нескольких отверстий их оси не должны скрещиваться (рис. 2.9.1, п). В конструкции, приведенной на рис. 2.9.1, р, режущие лезвия сверла будут работать в неодинаковых yсловиях, и отверстия получатся неточными.
Глава 3. Расточные станки
Формообразующими движениями в расточных станках являются вращение шпинделя (главное движение) и движение подачи. В зависимости от условий обработки подача сообщается либо инструменту, либо заготовке.
В зависимости от назначения, характера операций и конструктивных особенностей расточные ставки делят на универ