Реферат: Технологические основы индивидуальной пайки
Индивидуальная пайка применяется при монтаже блоков в условиях мелкосерийного производства, а также во всех случаях ремонтных работ. Технологический процесс индивидуальной пайки состоит из следующих операций:
– фиксация соединяемых элементов;
– нанесение дозированного количества флюса и припоя;
– нагрев места пайки до заданной температуры и выдержка в течение фиксированного времени;
– охлаждение соединения без перемещения паяемых деталей;
– очистка и контроль качества соединения.
Для обеспечения надежности паяных соединений предусматривают:
– механическое закрепление элементов и монтажных проводников на контактных лепестках и гнездах при объемном монтаже;
– выбор оптимальных зазоров в конструкции паяных соединений между поверхностями монтажных элементов.
При пайке оловянно-свинцовыми припоями такие зазоры определяются по формуле:
![]()
где dотв – диаметр металлизированного отверстия;
dв – диаметр вывода ЭРЭ.
Основные типы монтажных соединений в производстве ЭА показаны на рис.1.. Пайка выводов 1 в неметаллизированные отверстия печатных плат 2 (рис.1, а ) отличается тем, что припой 3 не полностью заполняет монтажное отверстие. Вследствие этого снижается механическая прочность соединения, повышается вероятность отслоения контактных площадок 4 . Соединение с полным пропоем металлизированного отверстия (рис.1,б) получается при рациональном выборе зазора и большом времени пайки в условиях хорошей смачиваемости металлизированного отверстия. Соединение, показанное на рис. 1в , формируется при точном совмещении вывода с контактной площадкой (фиксация элемента).
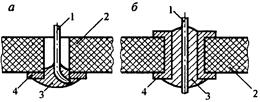
Рис.1 Типы монтажных соединений.
Температура пайки выбирается из условия наилучшей смачиваемости припоем паяемых деталей и отсутствия значительного теплового воздействия на паяемые элементы. Практически она на 20–50°С выше температуры плавления припоя. Как видно из графической зависимости (рис.2), на участке А смачивание недостаточное, С – максимальное, В – оптимальное (не вызывает перегрева припоя и паяемых материалов).
Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками применяемого паяльника:
– температурой рабочего конца жала;
– степенью стабильности этой температуры, обусловленной динамикой теплового баланса между теплопоглощением паяемых деталей, теплопроводностью нагревателя и теплосодержанием паяльного жала;
– мощностью нагревателя и термическим КПД паяльника, определяющими интенсивность теплового потока в паяемые детали.
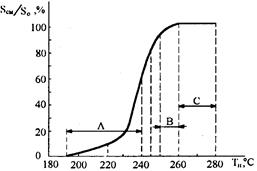
Рис. 2. Зависимость площади смачивания от температуры припоя
В технологии ЭА поддержание на заданном уровне температуры жала паяльника является весьма важной задачей, поскольку при формировании электромонтажных соединений на печатных платах с использованием микросхем, полупроводниковых приборов и функциональных элементов, термочувствительных и критичных к нагреву, возможны выход из строя дорогих и дефицитных элементов, снижение надежности изделия. Особенно критична к температурному режиму ручная пайка паяльником, которая имеет следующие параметры: температура жала паяльника 280 – 320 °С, время пайки не более 3 с. Однако из-за интенсивной теплоотдачи сначала в припой, набираемый на жало, а затем в паяемые элементы температура рабочей части жала паяльника снижается на 30–110 °С и может выйти из оптимального температурного интервала пайки (рис. 3).
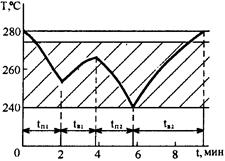
Рис. 3. Термический цикл пайки паяльником.
Соотношение времени пайки и продолжительности пауз между пайками должно обеспечить восстановление рабочей температуры паяльного жала. Длительность восстановления зависит от теплопроводности жала, его длины, эффективной мощности нагревателя и степени охлаждения при пайке. Рекомендуемые мощности паяльников:
– для пайки ИМС и термочувствительных ЭРЭ 4, 6, 12, 18 Вт;
– для печатного монтажа 25, 30, 35, 40, 50, 60 Вт;
--> ЧИТАТЬ ПОЛНОСТЬЮ <--