Реферат: Технология автоматической сварки под флюсом
- Минимальные потери электродного металла (не более 2%);
- Отсутствие брызг;
- Максимально надёжная защита зоны сварки;
- Минимальная чувствительность к образованию оксидов;
- Мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- Малые затраты на подготовку кадров;
- Отсутствует влияния субъективного фактора.
Недостатки сварки под флюсом:
- Трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- Трудности корректировки положения дуги относительно кромок свариваемого изделия;
- Неблагоприятное воздействие на оператора;
- Нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
ПРИЛОЖЕНИЕ
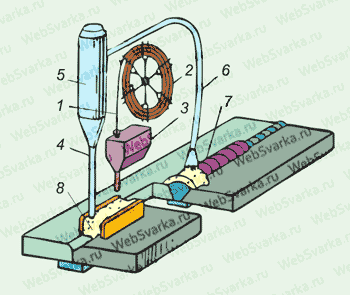
Рис.1: Голая электродная проволока 1 с катушки 2 подается в зону дуги автоматом 3. Впереди автомата из бункера 5 по трубке 4 на изделие подается флюс 8, остаток которого, не использованный при сварке, пневматически отсасывается обратно в бункер по трубке 6. Расплавленная и затвердевшая часть образует на шве толстую шлаковую корку 7.
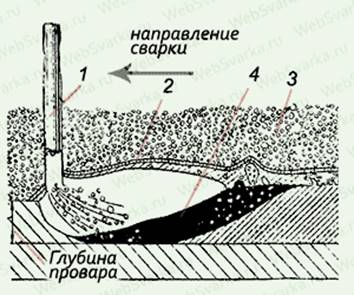
На рисунке 2 изображен продольный разрез зоны сварки под флюсом, где 1 - электрод, 2 - газовый пузырь, 3 - сыпучий флюс, 4 - ванна жидкого металла
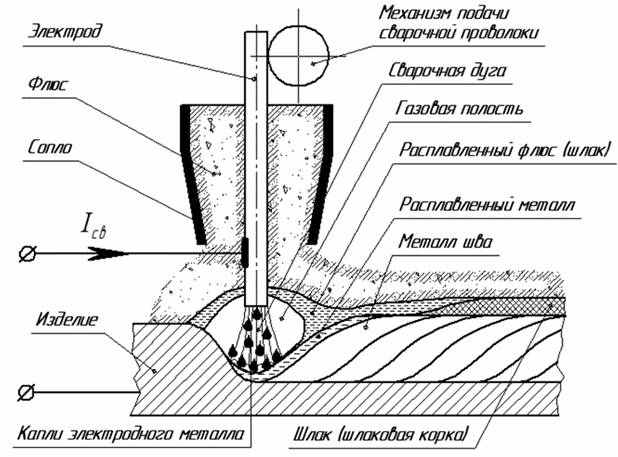
Рисунок 3. Схема сварки под флюсом