Реферат: Технология изготовления деталей из керамики
Измельчение и одновременное смешивание материалов, в заданных пропорциях производится на вибрационных мельницах. Длительность цикла составляет 30–90 мин. Помол производится с добавкой воды. В бак загружаются материалы и фарфоровые шары диаметром от 20 до 70 мм.
При вибрации шары перемещаются, перетирая массу, которая при этом перемешивается.
Величина частиц материала после такого помола не превышает 1 мкм.
После помола образовавшаяся жидкая масса – называемая шликер – пропускается через магнитный сепаратор для удаления железистых включений и через сито (900–1600 отв/см2) для удаления прочих механических примесей.
Очищенный шликер подвергается уплотнению с целью удаления излишков воды и пузырьков воздуха. Влажность массы шликера доводиться до 22–25%.
Формование заготовок .
Осуществляется одним из следующих способов: сухим прессованием, пластичным прессованием (штамповкой), выдавливанием через мундштук, горячим литьем под давлением.
Сухое прессование применяется для изготовления изделий, относительно большой толщины с незначительными выступами и впадинами (заготовки керамических конденсаторов). Заготовки из влажного шликера высушивают в сушильных шкафах или токами высокой частоты до влажности 4–5%. Затем производится их размельчение и просеивание через сито (64–81 отв/см2). В полученный порошок вводится пластификатор – парафин или водный раствор поливинилового спирта. Массу формуют в металлических пресс-формах на гидравлических или пневматических прессах.
Пластическое прессование (штамповка) применяется, главным образом для изготовления установочных деталей малых размеров, сложной конфигурации и небольшой толщины. Подготовка массы производится также, как и при сухом прессовании. В качестве связки применяется древесная смола или керосин. Влажность порошка доводится до такой степени, при которой давление при штамповке может вызвать некоторую его текучесть. При этом используются высокопроизводительные эксцентриковые прессы. Однако детали после обжига получают большую усадку и пористость.
Выдавливание через мундштук применяется для получения керамических деталей удельной формы – трубок, стержней, колодок. Керамическая масса в этом случае должна содержать от 20 до 25% влаги. Для повышения пластичности в неё добавляют декстрин и тунговое масло. Все это многократно пропускается через мешалку для получения однородной массы. Затем масса загружается в мундштучный пресс.
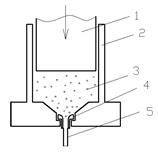
Рис.3. Выдавливание через мундштук: 1 – поршень; 2 – стенка цилиндра;
3 – керамическая масса; 4 – мундштук; 5 – стержень, выдавливаемый из мундштука.
В пустотелый цилиндр загружается керамическая масса. Под действием приложенной силы поршень выжимает массу через мундштук. При этом получается сплошной стержень. Если же будет установлена рамка с сердечником, то получиться трубка.
Горячее литье под давлением позволяет изготавливать детали повышенной точности и сложной формы (например, каркасы катушек). По этому способу суспензия керамического материала со связкой (воск+парафин+олеиновая кислота) разогреваются до 60–100º С и под давлением подается в металлическую форму, из которой после охлаждения извлекается готовая заготовка.
Механическая обработка необожженных заготовок .
Керамические изделия после формовки могут не соответствовать чертежам детали по форме и размерам. Для придания соответствующей формы заготовкам используется механическая доработка. Она выполняется на токарных, фрезерных, сверлильных и других станках. При этом применяется режущий инструмент с наконечниками из сверхтвердых сплавов, так как необожженная керамическая масса обладает абразивными свойствами.
Сушка .
Сушка заготовок из керамической массы производиться для удаления влаги и понижения содержания пластификатора и связки.
Применяют следующие виду сушки: естественная воздушная сушка, горячая сушка в сушильных шкафах, сушка токами высокой и промышленной частоты.
При воздушной сушке заготовки выдерживаются в сушильных шкафах при t=18–22º С в течении 10–25 суток.
При горячей сушке в сушильном шкафу или камере заготовка постепенно нагревается до 70º С и выдерживается там необходимое время (10–15 часов).
Сушка токами промышленной частоты состоит в пропускании электрического тока по заготовке. В результате выделяющегося тепла производится нагрев и обезвоживание материала.
Сушка токами высокой частоты применяется для заготовок любой формы. Суть процесса состоит в следующем: заготовки размещаются между обкладками контурного конденсатора генератора высокой частоты (5–10 МГц) и нагревают электрическим полем тем сильнее, чем выше влажность его участков.
После сушки заготовки пропитывают горячим парафином (90–110º С) и подвергают дополнительной механической обработке.
Обжиг .
Один из самых ответственных этапов изготовления керамических изделий, который определяет в основном качество деталей.
Обжиг производится в два этапа: предварительный и окончательный.
Предварительный обжиг производится при t=800–1000º Cв электрических печах непрерывного действия. В процессе предварительного обжига из керамической массы удаляется связка и изделия приобретают необходимую механическую прочность.