Реферат: Технология изготовления детали Головка
1 Описание конструкции
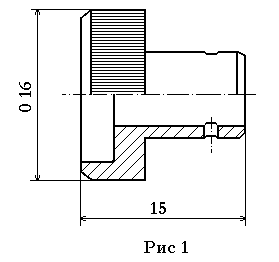
Деталь «Головка» (Рис 1) представляет собой цилиндр диаметром 8мм. и длиной 10мм. С одного торца цилиндра имеется рукоятка цилиндрической формы диаметром 16мм. и высотой 5мм. По оси всей детали проходит сквозное отверстие диаметром 4мм. Со стороны свободного торца цилиндра на расстоянии 4мм. имеется сквозное отверстие перпендикулярное оси детали диаметром 1,5мм. Свободные торцы цилиндра и рукоятки имеют фаски 1,5 Х 45. Со стороны свободного торца рукоятки имеется глухое отверстие диаметром 12мм. и глубиной 2,5мм. Внешняя поверхность рукоятки имеет прямое рифление 0,6 ГОСТ 21474-75. Деталь имеет покрытие Ср9.
Данная деталь изготовляется из латуни ЛС 59-1 ГОСТ 2060-73 (содержание меди – 59%, свинца – 1% и цинка 40%). Латуни обладают хорошими литейными свойствами, хорошо прокатываются, штампуются и обрабатываются резанием.
-
Технологический анализ
- Качественный анализ технологичности
Согласно ГОСТ 14204-73 устанавливаются следующие требования к конструкциям деталей:
-
конструкция детали должна состоять из стандартных и
унифицированных конструктивных элементов или быть стандартной в целом (деталь «Головка» имеет цилиндрическую форму, два сквозных отверстия диаметрами 4 и 1,5 мм. и глухое отверстие диаметром 12мм.);
-
детали должны изготавливаться из стандартных или
унифицированных заготовок (заготовка – латунный пруток диаметром
8 мм.);
-
размеры и поверхности детали должны иметь соответственно
оптимальные точность и шероховатость (деталь "Головка" имеет в основном Н14 (сквозное отверстие Н7), Rz40 (два отверстия по Rz80, поверхность цилиндра и перпендикулярное отверстие Rz20);
-
заготовки должны быть получены рациональным способом с
учетом заданного объема выпуска и типа производства;
-
конструкция детали должна обеспечивать возможность
применения типовых и стандартных технологических процессов их изготовления.
Деталь «Головка» изготавливается из латуни марки ЛС59-1, имеет длину 15мм., рабочие диаметры 16мм и 8мм. и квалитет точности на определяющую конфигурацию Н14. Данная деталь может быть изготовлена следующими технологическими методами:
-
резанием;
-
холодной штамповкой.
При изготовлении детали резанием начальной заготовкой является пруток диаметром 16мм. При этом коэффициент использования материала при данном способе изготовления будет равен:
Vдет
![]() Ки.м.= ,
Ки.м.= ,
Vзаг
где Vдет – объем детали;
Vзаг – объем заготовки.
Ки.м.= 0,35
Данное значение коэффициента использования материала для токарной обработки не является технологичным. Большой процент материала уходит в стружку. Кроме того, в связи с малыми размерами изготавливаемой детали обработка на токарном станке будет крайне затруднительна и неприемлема для серийного производства.
При изготовлении детали холодной штамповкой (высадкой) начальной заготовкой является пруток диаметром 8мм. Данный метод изготовления обеспечивает достаточно высокую точность размеров и хорошее качество поверхности. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования материала:
Ки.м.= 0,84