Реферат: Центровая оснастка и патроны токарных станков.
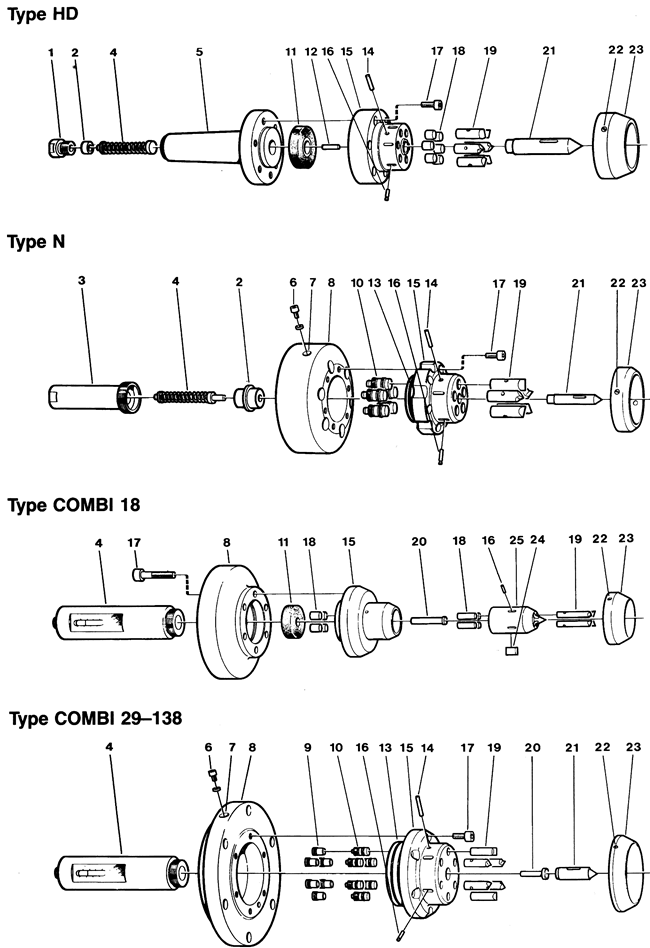
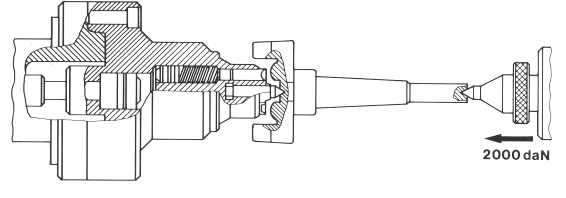
11–эластичное кольцо 19–ведущий зубец
12–штифт поршня 20–нажимной штифт
13–уплотняющее кольцо 21–центр
14–«удерживатель» центра 22–винт фиксации крышки
15–ведущая головка 23–передняя крышка
16–«удерживатель» зубцов 24–ключ
Ниже приводятся специальные конструкции поводковых устройств типа «facedriver»
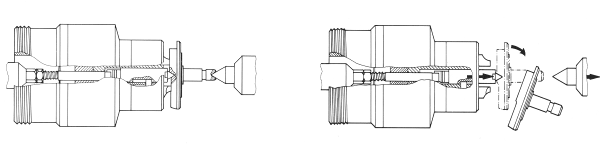 |
1. С выталкивающим движением центра при раскреплении детали после обработки
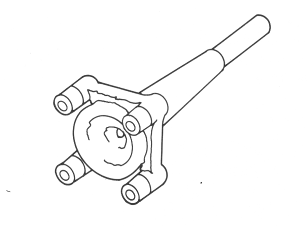 |
2. С двумя рядами зубцов, внешний из Деталь особой формы которых убирается при обработке левого торца
3. Для приведенной выше детали (ниже показан зажим детали зубцами) которых убирается для обработки левого торца.

 |
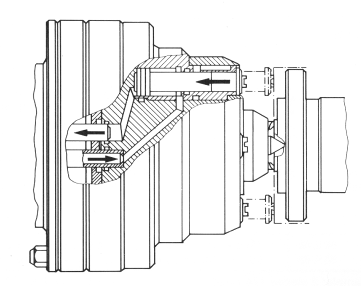
4. Комбинация «facedriver» с пневматическим патроном
Усилие для внедрения зубцов в торец детали может быть получено от давления масла, при этом каждый зубец становится миниатюрным гидроцилиндром (плунжером). Компрессором, подающим масло под давлением, служит цилиндр, смонтированный вместо упругого элемента (пружины) обычных устойств.
 |
Основным вопросом конструирования устройства «facedriver» является определение силы зажима заготовки задним центром и числа ведущих зубцов. Сила зажима зависит от сечения срезаемого слоя F=t´s мм2 и отношения диаметра заготовки к диаметру окружности расположения ведущих зубцов dз /dв.з.

| F | dз /dв.з. |
Усилия в графах таблицы в кгс, A=t (глубина резания). В зависимости от направления подачи, усилие следует умножить на поправочный коэффициент: при направлении к шпинделю станка он равен 1, при направлении к заднему центру 2, при поперечной подаче 1,5. Кроме того, имеется поправочный коэффициент в зависимости от механических свойств материала заготовки, приводимый ниже в таблице
| Твёрдость HB | 350 | 290 | 230 | 170 | 110 | 90 | Алюминий , бронза и пр. |
| Прочность sв | 120 | 100 | 80 | 60 | 40 | 30 | |
| Коэффициент | 1,5 | 1,4 | 1,2 | 1,0 | 0,9 | 0,8 | 0,7 |
Далее следует вычислить суммарную длину ведущих кромок зубцов выбранного устройства (она равна произведению длины кромки одного зубца выбранного типа на число зубцов устройства) и поделить найденное выше усилие на суммарную длину ведущих кромок. Полученная величина удельной силы в кгс/мм должна лежать в пределах 25–35 кгс/мм. Если получилось меньше, то следует выбрать устройство меньших размеров или с меньшей длиной ведущих кромок зубцов, если больше – больших размеров или с большей длиной ведущих кромок зубцов. Диаметр окружности расположения зубцов должен быть выбран как можно больших размеров, но зубцы не должны мешать обработке детали.
Патроны токарных станков

Патроны – неотъемлемая принадлежность всех токарных станков, число их конструктивных разновидностей очень велико. Классификация и перечень требований к зажимным устройствам станков вообще и к патронам в частности подробно изложены в / 5 /. Объектом зажима могут быть не только заготовки, но и режущие инструменты и рабочие органы станка. Последний случай далее не рассматривается.
Патроны можно разделить на разновидности по шести признакам:
- по способу зажима
- по конструктивному исполнению
- по назначению (объекту закрепления)
- по действию
- по габаритам
- по точности