Реферат: Центровая оснастка и патроны токарных станков.
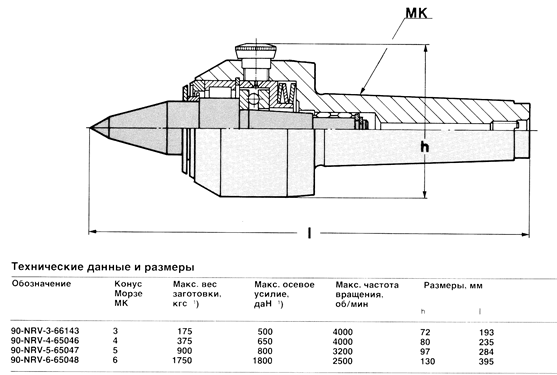
Центровая оснастка включает в себя центры, устанавливаемые в передней и задней бабках станка, и поводковые устройства для передачи вращения и крутящего момента от шпинделя к заготовке. Центр передней бабки токарных станков вращается вместе с заготовкой и шпинделем станка, поэтому всегда выполняется жестким. Он неподвижен относительно заготовки и не имеет трения об неё во время обработки. Центр задней бабки может быть неподвижным или вращающимся. Неподвижный центр из-за трения о заготовку нагревается и изнашивается, поэтому в ответственных случаях выполняется с твердосплавной вставкой. Он требует консистентной смазки, однако при высоких частотах вращения смазка горит, поэтому применяют вращающиеся центры различных конструкций. Ниже приводятся прогрессивные конструкции вращающихся центров
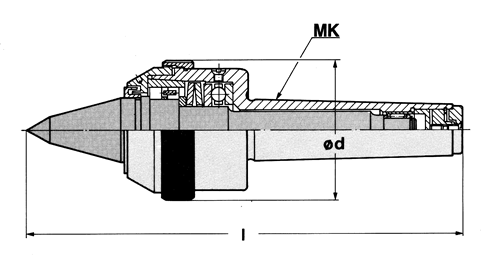
Центры фирмы SandvikCoromant имеют и длинную вращающуюся часть, а также развитую систему подшипников. Тарельчатые пружины поддерживают постоянное усилие поджима заготовки центром (при жестком центре из-за постепенного износа и смятия поверхности контакта заготовки усилие уменьшается).
1 ) При 100 об /мин и сроке службы 4000 часов
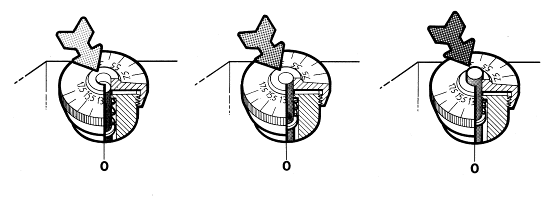

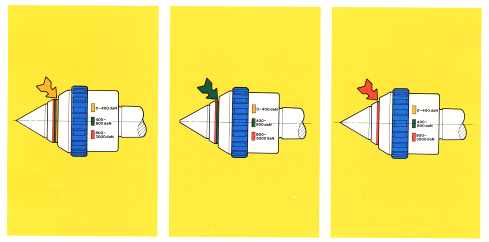
Имеется конструкция, позволяющая по цвету полоски у края корпуса центра приблизительно оценить усилие поджима центра
Центры выполняются разной формы и применяются для различных форм центровых отверстий деталей, в том числе для деталей с наружными центрами, а также для установки по наружным и внутренним фаскам.
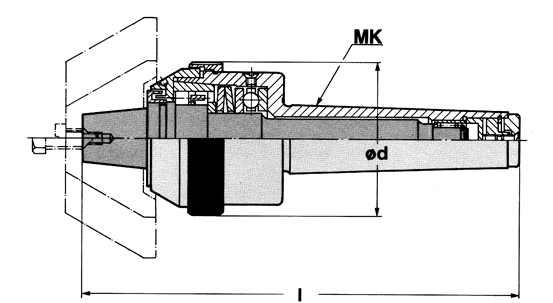
Взамен традиционного хомутика применяются более совершенные поводковые устройства типа «facedriver» для вращения детали и передачи крутящего момента от шпинделя к заготовке.

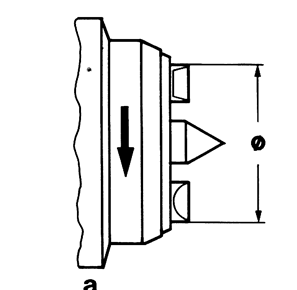
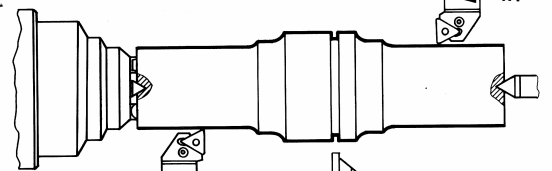
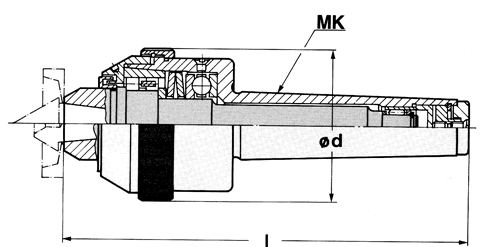
Преимуществом поводковых устройств типа «facedriver» является возможность обточки заготовки по всей длине. Кроме того, при перекосе торца заготовки относительно оси ведущие зубья врезаются в торец на одинаковую глубину за счёт способности устройства выравнивать усилия. Для этого применяются «эластичные среды» – втулки из специальных пластиков или густые масла, заполняющие внутреннюю полость в корпусе устройства. Зубцы давят на поршни, которые, в свою очередь действуют на эластичный элемент или масло. Допустимый перекос торца составляет для различных типоразмеров до 5°..7°.
Зубцы врезаются в торец на глубину до 0.8 мм. Это является недостатком устройства, так как для удаления следов возникает необходимость в подрезке этого торца, хотя при перекошенном торце это нужно делать при любом поводковом устройстве.
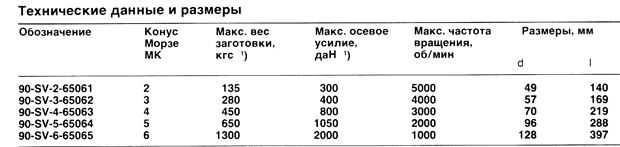
Ниже приводится рисунок устройства в разобранном виде. На рисунке:
1– концевая пробка
2– проставка
3– гнездо пружины
4– пружина
5– хвостовик
6–пробка на отверстии для заливки масла
7–отверстие для контроля при заливке и слива масла
8–фланец
9–ограничитель хода поршня 17–крепёжный винт
--> ЧИТАТЬ ПОЛНОСТЬЮ <--