Реферат: Ультразвук и его применение
Ультразвуковая сварка происходит при температуре значительно меньшей температуры плавления, поэтому соединение деталей происходит в твердом состоянии. С помощью УЗ можно сваривать многие металлы и сплавы (медь, молибден, тантал, титан, многие стали). Наилучшие результаты получаются при сварке тонколистовых разнородных металлов и приварке к толстым деталям тонких листов. При УЗ-вой сварке минимально изменяются свойства металла в зоне сварки. Требования к качеству подготовки поверхности значительно ниже, чем при других методах сварки. УЗ сварке хорошо поддаются и неметаллические материалы (пластмасса, полимеры)
Ультразвуковая пайка и лужение.
В промышленности все большее значение приобретает УЗ-вая пайка и лужение алюминия, нержавеющей стали и других материалов. Трудность пайки алюминия состоит в том, что его поверхность всегда покрыта тугоплавкой пленкой окиси алюминия, которая образуется практически мгновенно при соприкосновении металла с кислородом воздуха. Эта пленка препятствует соприкосновению расплавленного припоя с поверхностью алюминия.
В настоящее время одним из эффективных методов пайки алюминия является ультразвуковой, пайка с применением УЗ производится без флюса. Введение механических колебаний ультразвуковой частоты в расплавленный припой в процессе пайки способствует механическому разрушению окисной пленки и облегчает смачивание припоем поверхности.
Принцип УЗ-вой пайки алюминия заключается в следующем. Между паяльником и деталью создается слой жидкого расплавленного припоя. Под действием УЗ-вых колебаний в припое возникает кавитация, разрушающая оксидную пленку. Перед пайкой детали нагревают до температуры, превышающей температуру плавления припоя. Большим преимуществом метода является то, что его можно с успехом применять для пайки керамики и стекла.
Ускорение производственных процессов
с помощью ультразвука.
¾ Применение ультразвука позволяет значительно ускорить смешивание различных жидкостей и получить устойчивые эмульсии (даже таких как вода и ртуть).
¾ Воздействуя УЗ-выми колебаниями большой интенсивности на жидкости, можно получать тонкодисперсные аэрозоли высокой плотности.
¾ Сравнительно недавно начали применять УЗ для пропитки электротехнических намоточных изделий. Применение УЗ позволяет сократить время пропитки в 3¸5 раз и заменить 2-3 кратную пропитку одноразовой.
¾ Под действием УЗ значительно ускоряется процесс гальванического осаждения металлов и сплавов.
¾ Если в расплавленный металл вводить УЗ-вые колебания, заметно измельчается зерно, уменьшается пористость.
¾ Ультразвук применяется при обработке металлов и сплавов в твердом состоянии, что приводит к «разрыхлению» структуры и к искусственному их старению.
¾ УЗ при прессовании металлических порошков обеспечивает получение прессованных изделий более высокой плотности и стабильности размеров.
Ультразвуковая дефектоскопия.
 Ультразвуковая дефектоскопия – один из методов неразрушающего контроля. Свойство УЗ распространяться в однородной среде направленно и без существенных затуханий, а на границе раздела двух сред (например, металл – воздух) почти полностью отражаться позволило применить УЗ-вые колебания для выявления дефектов (раковины, трещины, расслоения и т.п.) в металлических деталях без их разрушения.
Ультразвуковая дефектоскопия – один из методов неразрушающего контроля. Свойство УЗ распространяться в однородной среде направленно и без существенных затуханий, а на границе раздела двух сред (например, металл – воздух) почти полностью отражаться позволило применить УЗ-вые колебания для выявления дефектов (раковины, трещины, расслоения и т.п.) в металлических деталях без их разрушения.
 При помощи УЗ можно проверять детали больших размеров, так как глубина проникновения УЗ в металле достигает 8¸10 м. Кроме того, ультразвуком можно обнаружить очень мелкие дефекты (до 10-6 мм).
При помощи УЗ можно проверять детали больших размеров, так как глубина проникновения УЗ в металле достигает 8¸10 м. Кроме того, ультразвуком можно обнаружить очень мелкие дефекты (до 10-6 мм).
УЗ-вые дефектоскопы позволяют выявлять не только образовавшиеся дефекты, но и определять момент повышенной усталости металла.
Существует несколько методов ультразвуковой дефектоскопии, основными из которых являются теневой, импульсный, резонансный, метод структурного анализа, ультразвуковой визуализации.
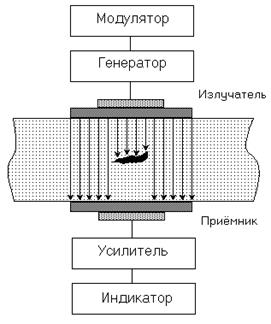
Теневой метод основан на ослаблении проходящих УЗ-вых волн при наличии внутри детали дефектов, создающих УЗ-вую тень. При этом методе используется два преобразователя. Один из них излучает ультразвуковые колебания, другой принимает их (рис. 5). Теневой метод малочувствителен, дефект можно обнаружить если вызываемое им изменение сигнала составляет не менее 15¸20%. Существенный недостаток теневого метода в том, что он не позволяет определить на какой глубине находится дефект.

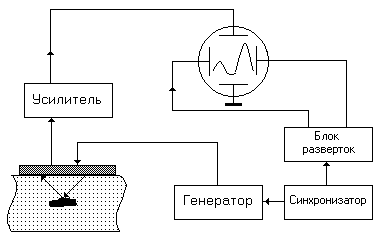 Импульсный метод УЗ-вой дефектоскопии основан на явлении отражения ультразвуковых волн. Принцип действия импульсного дефектоскопа показан на рис. 6. Высокочастотный генератор вырабатывает кратковременные импульсы. Посланный излучателем импульс, отразившись, возвращается обратно к преобразователю, который в это время работает на прием. С преобразователя сигнал поступает на усилитель, а затем на отклоняющие пластины электроннолучевой трубки. Для получения на экране трубки изображения зондирующих и отраженных импульсов предусмотрен генератор развертки. Работой высокочастотного генератора управляет синхронизатор, который с определенной частотой формирует высокочастотные импульсы. Частота посылки импульсов может изменяться с таким расчетом, чтобы отраженный импульс приходил к преобразователю раньше посылки следующего импульса.
Импульсный метод УЗ-вой дефектоскопии основан на явлении отражения ультразвуковых волн. Принцип действия импульсного дефектоскопа показан на рис. 6. Высокочастотный генератор вырабатывает кратковременные импульсы. Посланный излучателем импульс, отразившись, возвращается обратно к преобразователю, который в это время работает на прием. С преобразователя сигнал поступает на усилитель, а затем на отклоняющие пластины электроннолучевой трубки. Для получения на экране трубки изображения зондирующих и отраженных импульсов предусмотрен генератор развертки. Работой высокочастотного генератора управляет синхронизатор, который с определенной частотой формирует высокочастотные импульсы. Частота посылки импульсов может изменяться с таким расчетом, чтобы отраженный импульс приходил к преобразователю раньше посылки следующего импульса.
Импульсный метод позволяет исследовать изделия при одностороннем доступе к ним. Метод обладает повышенной чувствительностью, отражение даже 1% УЗ-вой энергии будет замечено. Преимущество импульсного метода состоит еще и в том, что он позволяет определить на какой глубине находится дефект.
Ультразвук в радиоэлектронике.
В радиоэлектронике часто возникает необходимость задержать один электрический сигнал относительно другого. Удачное решение нашли ученые, предложив ультразвуковые линии задержки (ЛЗ). Действие их основано на преобразовании электрических импульсов в импульсы УЗ-вых механических колебаний, скорость распространения которых значительно меньше скорости распространения электромагнитных колебаний. После обратного преобразования механических колебаний в электрические импульс напряжения на выходе линии будет задержан относительно входного импульса.
Для преобразования электрических колебаний в механические и обратно используют магнитострикционные и пьезоэлектрические преобразователи. Соответственно этому ЛЗ подразделяются на магнитострикционные и пьезоэлектрические.
Магнитострикционная ЛЗ состоит из входного и выходного преобразователей, магнитов, звукопровода и поглотителей.
Входной преобразователь состоит из катушки, по которой протекает ток входного сигнала, участка звукопровода из магнитострикционного материала, в котором возникают механические колебания УЗ-вой частоты, и магнита, создающего постоянное подмагничивание зоны преобразования. Выходной преобразователь по устройству почти не отличается от входного.
Звукопровод представляет собой стержень из магнитострикционного материала, в котором возбуждаются УЗ-вые колебания, распространяющиеся со скоростью примерно 5000 м/с. для задержки импульса, например, на 100 мкс длина звукопровода должна быть около 43 см. Магнит нужен для создания начальной магнитной индукции и подмагничивания зоны преобразования.
Поглотители для уменьшения уровня паразитных отраженных сигналов располагаются на обоих концах звукопровода.
Принцип действия магнитострикционной ЛЗ основан на изменении размеров ферромагнитных материалов под воздействием магнитного поля. Механическое возмущение, вызванное магнитным полем катушки входного преобразователя, передается по звокопроводу и, дойдя до катушки выходного преобразователя, наводит в ней эл