Реферат: Вакуумное напыление
ВВЕДЕНИЕ
Интенсивное развитие метода испарения и конденсации в вакууме за последние годы обусловлено универсальностью технологии, высокой производительностью процесса нанесения покрытий, малой энергоёмкостью и рядом других преимуществ по сравнению с традиционными методами получения покрытий различного функционального назначения (гальваническим осаждением, плакированием, плазменным напылением, катодным распылением). Одно из основных преимуществ метода испарения и конденсации в вакууме – экологически чистая технология.
Постоянно возрастающие потребности народного хозяйства и разнообразие номенклатуры металлизируемой продукции обусловили появление широкого класса специальных вакуумных установок, предназначенных для решения конкретных производственных задач – металлизации рулонных и полосовых материалов, нанесение защитных, износостойких, декоративных покрытий на металлические и неметаллические материалы, изготовление различных плёночных элементов электронной техники.
ЗАКОНОМЕРНОСТИ ИСПАРЕНИЯ И КОНДЕТСАЦИИ МЕТАЛЛОВ В ВАКУУМЕ.
Процесс получения плёнок и покрытий методом испарения и конденсации в вакууме состоит из двух этапов: испарения вещества в вакууме и последующей конденсации паров на подложке. Испарение различных материалов в вакууме, в том числе и металлов, происходит при нагревании до температуры плавления и испарения (сублимации) либо при распылении (методы катодного и магнетронного распыления). Металлы можно нагревать резистивным методом (испарители прямонакального и косвенного нагрева), электронным лучом, электрической дугой, токами высокой частоты. Способы нагрева, определяющие конструкции соответствующих внутрикамерных устройств промышленных вакуумных установок, детально описаны в инструкции по эксплуатации установок. Большая часть металлов при нагреве переходит в паровую фазу через жидкое состояние, т.е. сначала они плавятся, а затем испаряются. Некоторые металлы (Cd, Zn, Mn и в отдельных случаях чистый Cr) переходят из твёрдого состояния, в паровую фазу минуя жидкую (сублимируют).
Скорость испарения Vи , кг/(м2 с), всех веществ определяется давлением паров p, Па, при температуре Tи , K, испарения и молекулярной массой M вещества:
Vи = 0.438•10 –2 p ÖM/Tи = A1 p (1.1)
Зависимость давления паров от температуры в общем, виде описываются уравнением
lg p =AT –1 + B lg T + CT + DT 2 + E (1.2)
где А, В, С, D и Е – константы, характерные для данного вещества.
При проведении экспериментов обычно ограничиваются коэффициентами А, В, и Е. Значение коэффициента В следует учитывать только для Na, K, Rb, Cs, Zn, Cd и Hg.
Характер распределения испаряемого вещества в пространстве над испарителем определяется двумя основными параметрами: рабочим давлением в вакуумной камере: высокий вакуум (l >> d), средний вакуум (l » d) и низкий вакуум (l << d), где l - длина свободного пути молекул; d – линейный размер вакуумной камеры. Если давление паров испаряемого вещества (металла) при температуре Tи не превышает 1.33 Па, то при рабочем давлении в вакуумной камере порядка 10 –2 Па и менее молекулы и атомы испаряемого вещества достигают поверхности подложки без столкновений между собой и с молекулами остаточных газов. В этом случае говорят, что реализуется молекулярный режим испарения и конденсации, для которого справедливы законы Ламберта – Кнудсена:
распределение в пространстве потока вещества, испарённого с плоской поверхности, пропорционально cosj (j - угол между направлением распространением паров и нормалью к поверхности);
число частиц, попадающих на поверхность подложки, обратно пропорционально квадрату расстояния между испарителем и подложкой.
Эти законы являются базовыми при анализе закономерностей формирования плёнок на поверхностях различной конфигурации.
При анализе процесса формирования покрытий на положках следует выделить два аспекта – физический и технологический.
Физический аспект отражает закономерности формирования начальных слоёв покрытия, характер продольной и поперечной структур, рельефа поверхности и др. Не рассматривая детально теорию зародышеобразования и основные закономерности начального роста кристаллов, отметим, что процесс конденсации и структура сформированной плёнки существенно зависят от кинетических параметров конденсации, температуры и потенциального рельефа подложки, плотности падающего молекулярного пучка, характера взаимодействия осаждаемых атомов с подложкой. Из указанных параметров существенным является температура подложки. Многочисленными исследованиями установлено, что на нейтральной (неориентированной) подложке молекулярный пучок конденсируется только в том случае, если температура ниже некоторой критической Tкр .
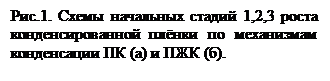
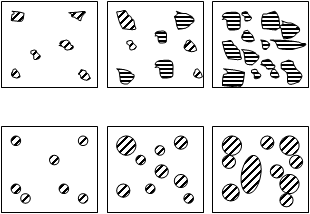
Принципиально возможны и реализуются на практике два механизма конденсации молекулярных пучков испарённых веществ на различных подложках – ПК(пар – кристалл) и ПЖК(пар – жидкость – кристалл). Если реализуется механизм ПК, то частицы, конденсирующиеся на начальных стадиях испарения навески, имеют кристаллическое строение, и в дальнейшем формируется только кристаллическая плёнка. Механизм ПЖК проявляется в том, что образование конденсированной фазы на подложке начинается с появления на подложке жидкой фазы в виде капель, которые длительное время существуют на подложке, после чего начинается процесс кристаллизации.
![]()
![]()
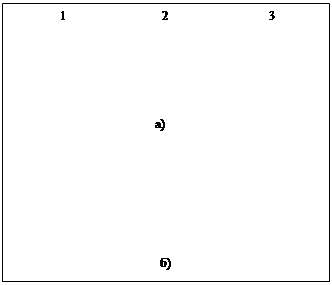 Рассмотренные механизмы кристаллизации определяют различные характеры формирования и роста плёнки из паровой фазы, что в конечном счёте определяет свойства плёнок. Схематически механизмы конденсации ПК и ПЖК показаны на рис. 1. Если конденсируемые атомы связаны с собой сильнее, чем с поверхностью нейтральной подложки, они свободно и достаточно интенсивно мигрируют с её поверхности. При достаточно высокой плотности потока испаряемого вещества на поверхности подложки образуются зародыши кристаллической фазы или жидкой конденсированной фазы, которые сначала разрастаются сначала в двух (Рис.1, б, стадия 3), я затем и в трёх направлениях. Если же силы взаимной связи атомов или молекул конденсирующегося вещества меньше сил их связи с подложкой, резко возрастает влияние кинетических параметров подложки на процесс формирования плёнки по механизму ПК. В таблице 1 даны примеры механизмов конденсации различных металлов на аморфных подложках. Следует отметить, что механизм конденсации зависит (в первом приближении) от соотношения температур подложки Tп и температур плавления Tпл конденсирующихся веществ. При изменении Tп может измениться механизм конденсации. При конденсации молекулярных пучков сложного состава (например, при нанесении покрытий из сплавов) механизм конденсации зависит и от состава паровой фазы. Приведённые в таблице 1 данные установлены для случая формирования плёнок «докритической» толщины, т.е. до момента образования сплошного слоя. После завершения формирования сплошного слоя закономерности дальнейшего роста плёнки определяются не непосредственно механизмом конденсации материала, а в основном структурой первично сформированных слоёв.
Рассмотренные механизмы кристаллизации определяют различные характеры формирования и роста плёнки из паровой фазы, что в конечном счёте определяет свойства плёнок. Схематически механизмы конденсации ПК и ПЖК показаны на рис. 1. Если конденсируемые атомы связаны с собой сильнее, чем с поверхностью нейтральной подложки, они свободно и достаточно интенсивно мигрируют с её поверхности. При достаточно высокой плотности потока испаряемого вещества на поверхности подложки образуются зародыши кристаллической фазы или жидкой конденсированной фазы, которые сначала разрастаются сначала в двух (Рис.1, б, стадия 3), я затем и в трёх направлениях. Если же силы взаимной связи атомов или молекул конденсирующегося вещества меньше сил их связи с подложкой, резко возрастает влияние кинетических параметров подложки на процесс формирования плёнки по механизму ПК. В таблице 1 даны примеры механизмов конденсации различных металлов на аморфных подложках. Следует отметить, что механизм конденсации зависит (в первом приближении) от соотношения температур подложки Tп и температур плавления Tпл конденсирующихся веществ. При изменении Tп может измениться механизм конденсации. При конденсации молекулярных пучков сложного состава (например, при нанесении покрытий из сплавов) механизм конденсации зависит и от состава паровой фазы. Приведённые в таблице 1 данные установлены для случая формирования плёнок «докритической» толщины, т.е. до момента образования сплошного слоя. После завершения формирования сплошного слоя закономерности дальнейшего роста плёнки определяются не непосредственно механизмом конденсации материала, а в основном структурой первично сформированных слоёв.
Технологический аспект процесса конденсации отражает характер распределения толщины плёнки вдоль поверхности подложки и рассматривает влияние геометрических параметров испарения (размеров и формы испарителей и подложки, их взаимного расположения) и режима металлизации на равномерность толщины покрытия.
Таблица 1
| Испаряемое вещество | Температура подложки | Характерный механизм конденсации |
| Bi, Sn, Pb, Au, Cu, Ag, Al | Tn <(2/3)Tпл (1/3)Tпл <Tп<Tп(2/3) Tп >(2/3)Tпл Tпл <(1/3)Tпл | ПК |
| Zn, Mg, Cd, Sb Bi, Sn, Pb, Au, Cu, Ag, Al | ||
| ПЖК |
Для анализа равнотолщинности используют, как правило, идеальную модель испарения и конденсации, которая предусматривает выполнение законов Ламберта – Кнусена и формулы Лэнгмюра для скоростей испарения, а также полную конденсацию паров испарённого вещества на подложке (коэффициент конденсации равен 1 независимо от материала подложки и интенсивности потока испарённого вещества). Процесс испарения происходит с зеркальной поверхности расплава.
ТЕХНИКА ИСПАРЕНИЯ МЕТАЛЛОВ В ВАКУУМЕ
Качество формируемых покрытий, технологические возможности оборудования для напыления, техника проведения процесса нанесения покрытий и ряд других практических вопросов во многом определяются выбором материала испарителя (тигля) с учётом физико-химических свойств испаряемого вещества, а также возможных взаимодействий испаряемого вещества с испарителем. В литературе есть сведения, позволяющие подобрать не только материал испарителя, но и наиболее оптимальную его конструкцию с учетом специфики получения покрытий конкретного функционального назначения.
Технологические параметры процесса нанесения покрытий определяются в основном способностью испарителя поддерживать испаряемое вещество при определенной температуре длительное время. Для получения приблизительных оценок рабочих температур испарителей нужно учитывать, что нормальный (технологически) режим металлизации реализуется при давлении паров испаряемого вещества порядка 1.33 Па. Для большей части материалов, применяемых в практике вакуумной металлизации для получения покрытий, рабочие температуры составляют 1300…2500 К.
Основные требования к материалу испарителя: незначительное (минимально возможное) давление насыщенного пара при рабочей температуре; инертность по отношению к испаряемому материалу; обеспечение возможности изготовления различных конструкций.
Соблюдение первого требования обеспечивает получение качественных пленок, не загрязненных атомами материала испарителя, соблюдения второго требования –длительную работу испарительного элемента, так как образование справа испаряемого вещества с материалом испарителя приводит к быстрому разрушению испарителя. Кроме того, в результате химической реакции возможно образование соединений с низкой температурой испарения, что также приводит к загрязнению формируемого конденсата. Третье (дополнительное) требование подбора материала испарителя обусловлено, прежде всего, технологическими соображениями – конструкцией токовых вводов и зажимов вакуумной установки.
КОНСТРУКЦИИ ПРЯМОНАКАЛЬНЫХ ИСПРАРИТЕЛЕЙ.
Простейшие испарители изготавливают в виде проволочной спирали, многожильных жгутов, корзиночек, плоской ленты с углублениями, лодочек различной конфигурации.
Прямонакальные испарители выполняют, как правило, из тугоплавких металлов (вольфрам, молибдена и тантала), имеющих высокую температуру плавления и низкое давление паров при рабочей температуре. Некоторые свойства тугоплавких металлов приведены в табл. 2.
Как, правило, прямонакальные испарители используют для испарения небольших количеств вещества. В практике получения защитных покрытий толщиной несколько десятков микрометров используют специальные устройства догрузки. Прямонакальные испарители применяют для получения некоторых видов функциональных. Покрытий изделий электронной техники.
Значительно шире используют тигельные испарительные устройства, конструктивно выполняемые как в активном, так и в пассивном вариантах. В первом случае тигель нагревается специальными нагревателями, которые либо встроены в тигель, либо намотаны на него (тигли с косвенным нагревом). При этом варианте энергия к испаряемому материалу передается при тепловом контакте с поверхностью тигля. Таким образом, в режиме испарения температура тигля равна или несколько выше расплава; это определяет требования к термостойкости материала тигля.
Второй, пассивный, вариант конструктивного исполнения тигля реализуют на практике использованием электронно-лучевого или индуктивного способов нагрева. В этом случае тигель является контейнером и его температура ниже температуры испаряемого вещества. Тигельные испарители пассивного исполнения обычно более долговечны.
Тигли изготовляют из тугоплавких оксидов (ThO2 , BeO, ZrO2 , AI2 O3 , MgO); реже используют оксиды типа SiO2 , TiO2 , NiO. В электронно-лучевых испарительных системах применяют тигли из тугоплавких металлов, а также водоохлаждаемые медные тигли.
Таблица 2
| Металл | Тпл , К | Т при p = 1,33 * 10-4 , Па | Рэл * 108 , Ом * м, при Т, К | e, %, при Т, К | |||
| 293 | 1273 | 2273 | 0…1273 | 0…2273 | |||
| W | 3650 | 2680 | 5.5 | 33.0 | 66.0 | 0.5 | 1.1 |
| Mo | 2850 | 2090 | 5.7 | 32.0 | 62.0 | 0.5 | 1.2 |
| Ta | 3270 | 2510 | 13.5 | 54.0 | 87.0 | 0.7 | 1.5 |
Примечание: pэл – удельное электрическое сопротивление; e - термическое расширение (относительное изменение геометрических размеров при нагревании).
--> ЧИТАТЬ ПОЛНОСТЬЮ <--