Реферат: Восстановление деталей машин методами пластической деформации
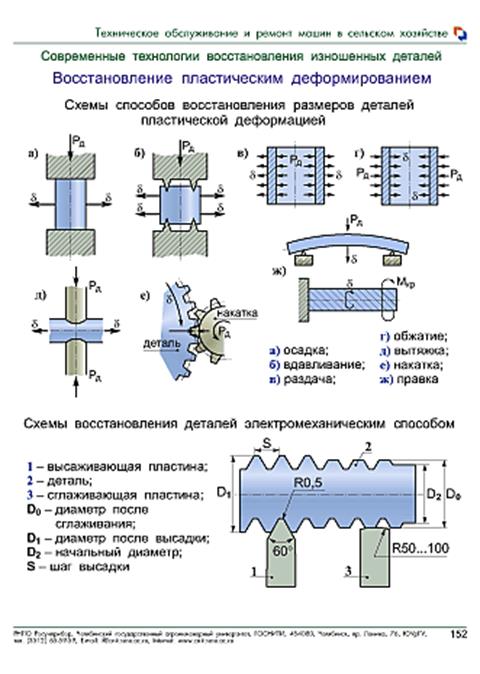
Вытяжка применяется для увеличения длины детали за счет местного (на небольшом участке) сужения ее поперечного сечения. Этот способ используют при ремонте тяг, штанг и др.
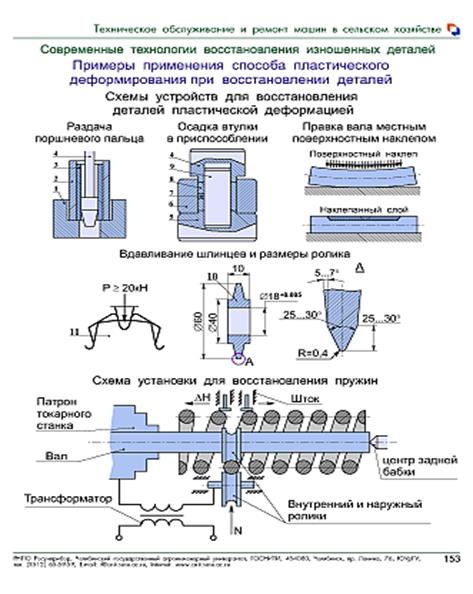
Раздача применяется для увеличения наружного диаметра за счет увеличения внутреннего диаметра полых деталей. Этим способом восстанавливают бронзовые втулки шестеренчатых насосов гидросистем, трубы рулевой колонки и пр. Раздачу чаще проводят в холодном состоянии, закаленные детали предварительно подвергают отпуску или отжигу. Наиболее часто этот способ применяют при восстановлении поршневых пальцев двигателей внутреннего сгорания. Изношенный палец устанавливают в специальную матрицу и раздают с помощью пуансона на прессе.
Вдавливанием восстанавливают тарелки клапанов, шлицы, шестерни при износе по профилю зуба и пр. (рис. 59). Ролики 2 и 3 изготовляют из специальных твердых сплавов или инструментальной стали и подвергают термообработке. Ролик 2, вдавливаясь, перераспределяет металл, а ролики 3 формируют профиль и размеры шлицев. Установка имеет две или три подобные головки, т. е. одновременно обрабатываются два или три шлица под углами соответственно 180 и 120°. Благодаря такой конструкции вал разгружается от изгибающих сил. Перед головками закреплены индукторы высокочастотной установки для разогрева шлицев, сзади роликов – устройство для их охлаждения. Накатыванием увеличивают размеры термически не обработанных цилиндрических поверхностей, на которые устанавливают детали с помощью неподвижных посадок. Такие детали, закрепленные в центрах токарного станка, обкатывают роликом из хромоникелевой стали, имеющим на поверхности насечку.
При накатывании диаметр поверхности увеличивается за счет поднятия гребешков металла. Полученную поверхность шлифуют или накатывают гладким роликом до получения требуемого размера. Накатка может быть применена для восстановления вкладышей, залитых свинцовистой бронзой, а также для восстановления изношенных поверхностей под неподвижную посадку колец роликовых и шариковых подшипников. Накаткой можно увеличить диаметр детали на 0,3…0,4 мм на сторону.
Накатку применяют для сохранения работоспособности только деталей, работающих в легких условиях, так как износостойкость соединений, отремонтированных таким путем, значительно ниже износостойкости нового соединения.
3. Схемы способов восстановления деталей пластической деформацией
4. Особенности ремонта пластической деформацией
При горячей обработке важен интервал температуры обработки, что зависит от химического состава металла. Наивысшая температура обработки не должна вызывать выжигание металла. Слишком низкая температура обработки у мягких металлов может вызвать наклеп, а у твердых – появление трещин.
Так как при ремонте обрабатывают не заготовку, а изношенную деталь, то важны скорость нагрева детали и температура обработки, чтобы избежать выгорания углерода с поверхности детали и образования толстого слоя окалины. Детали желательно нагревать в нейтральной среде (например, в ящике с цементирующим составом).
После пластической деформации детали обрабатывают термически в соответствии с техническими условиями. При холодной обработке всегда в большей или меньшей степени возникает наклеп.
Восстановление деталей давлением является относительно простым способом, но предопределяет наличие приспособлений. При этом металл перемещается на изношенные поверхности. Это предполагает наличие запаса металла. Но детали автомобиля изготовляются с наименьшей возможной массой, и поэтому этот метод не всегда применим.
Изношенные шлицы вала расширяют накаткой роликом. Изношенные конусные отверстия рулевых рычагов можно осадить в приспособлении. Особым штампом вытягивают изношенные шестерни. Втулки из цветных металлов с изношенной внутренней или наружной поверхностью обжимают в холодном состоянии. Отверстия сепараторов конических роликовых подшипников изнашиваются и вытягиваются. Осадить их просто приспособлением Подшипник без наружной обоймы устанавливают внутренней обоймой на палец. Вместо наружной обоймы ставят пуансон, на внутренней поверхности которого имеется столько конических углублений, сколько роликов в подшипнике. К грибку прилагают силу ручного пресса.
Рифлением восстанавливают изношенные шейки под подшипники качения. Размер шейки можно увеличить на 0,4 мм, но площадь соприкосновения при этом значительно уменьшается и долговечность соединения будет малой.
Усталостная прочность деталей, работающих при знакопеременных нагрузках, может при работе или ремонте снизиться. Ее можно увеличить упрочнением (наклепом) поверхности деталей. Роликом, изготовленным из инструментальной стали и закаленным до HRC 62…65, накатывают поверхность, вызывая тем сжимающие напряжения, что повышает усталостную прочность детали. Простейшее приспособление с одним роликом изображено на 109. Накаткой можно несколько повысить и жесткость спиральных пружин. Пружину устанавливают на закаленную оправку, последний виток фиксируется штифтом. На ролике накатки имеется канавка, диаметр которой равняется диаметру проволоки пружины. Накатку закрепляют в резцедержателе токарного станка, а оправку с пружиной – в патроне станка. Устанавливают наименьшие обороты шпинделя станка. Подача суппорта ручная, равная шагу пружины. Накатку прижимают к витку пружины силой до 1000 Н (100 кгс). Жесткость пружины несколько восстановится при многократном накатывании роликом взад-вперед. Накатывают и внутренние поверхности, но приспособления для этого посложнее. Если найдется подходящий шарик, то его можно протолкнуть через отверстие.
Работая на прессах, следят за показаниями манометра, стараясь не превысить допустимого давления. Приспособления для прессовки должны быть надежно закреплены. Когда пуансон дойдет до конечного положения, пресс сразу же выключают. При горячей обработке лицо и тело должны быть защищены от брызг и осколков металла.
Износ, долговечность и надежность соединений в большой степени зависят от шероховатости соприкасающихся поверхностей. В шероховатостях поверхности накапливается масло как в карманах. Поэтому на гладких поверхностях масло удерживается хуже, что увеличивает износ. Шероховатые поверхности имеют малую поверхность соприкосновения, поэтому особенно в период приработки происходит усиленный износ. Из-за этого надо обрабатывать поверхности до оптимальной шероховатости. При этом важно, чтобы шероховатости были определенной формы и размерности.
Качественная поверхность возникает при вибронакатывании. От шарика или алмазного наконечника, движущегося по винтовой или колеблющейся траектории, возникают определенной формы и микрометрической глубины желобки, которые удерживают масло. В них собирается пыль, продукты износа и т. п. и уменьшается абразивный износ. В то же время микрорельеф поверхности становится более плавным. Вибронакатывание является окончательной обработкой поверхности после точения, шлифования или хонингования. Получается такая поверхность, как у деталей после приработки. Это позволяет вообще отказаться от приработки или существенно ее сократить. Вибронакатывание производят на обычных токарных станках, оборудованных виброголовками.
5. Влияние пластических деформаций на структуру и свойства металла
С ростом степени холодной пластической деформации усиливаются прочностные свойства металла (увеличиваются пределы прочности и текучести, твердость), а пластические свойства ослабевают (уменьшаются относительное удлинение и сужение, ударная вязкость) (рис. 1).
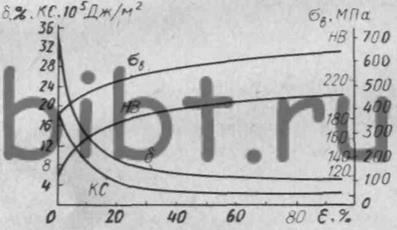
Рис. 1. Влияние холодной пластической деформации на механические свойства низкоуглеродистой стали
Холодная пластическая деформация сопровождается искажением кристаллической решетки металла – образованием новых дислокаций, дроблением зерен, их сплющиванием и удлинением в направлении наибольшего течения металла. В результате искажений кристаллической решетки и появления остаточных напряжений изменяются физико-химические свойства металла, например уменьшаются электро- и теплопроводность. В результате холодной деформации в металле возникают также преимущественная ориентировка (текстура) и анизотропия свойств, т. е. их неоднородность в зависимости от направления преимущественного течения металла.
При неполной холодной пластической деформации с нагревом чистого металла до температур (0,25…0,30) Tпл, где Tпл – абсолютная температура плавления, одновременно с процессом упрочнения металла возникает явление, называемое отдыхом или возвратом. Оно обеспечивает частичное снятие остаточных напряжений, небольшое восстановление пластических свойств и повышает сопротивление металла коррозии.
При неполной горячей пластической деформации с нагревом чистого металла до температуры свыше 0,47Tпл одновременно с процессом упрочнения протекает процесс рекристаллизации – зарождение и рост новых зерен взамен деформированных. После деформации в микроструктуре металла наблюдаются рекристаллизованные (равноосные) и нерекристаллизованные (вытянутые) зерна металла.
При горячей пластической деформации, совершающейся при температуре, превышающей температуру рекристаллизации, в металле протекают одновременно процессы упрочнения и разупрочнения. Если за время деформации рекристаллизация произойдет полностью, то вызываемого упрочнением изменения свойств металла не произойдет. Скорость процесса разупрочнения, вызванного рекристаллизацией, значительно меньше скорости процесса упрочнения. В результате рекристаллизации металл в процессе горячей обработки несколько разупрочняется и стремится приобрести равноосную неориентированную структуру.
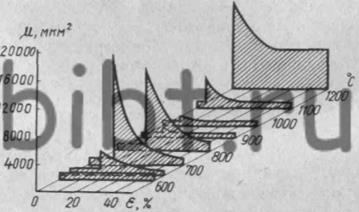
Рис. 2. Диаграмма рекристаллизации низкоуглеродистой стали