Реферат: Восстановление деталей машин методами пластической деформации
Холодной деформации, как правило, подвергают предварительно деформированные заготовки (сортовой прокат, листы и т. д.), а горячей – как деформированные, так и литые, например в виде слитков. При горячей обработке давлением слитков разрушается дендритная структура металла, завариваются дефекты (микропоры и неокисленные газовые пузыри), отдельные кристаллиты и неметаллические включения дробятся и вытягиваются в направлении преимушественного течения металла.
Структура металла с расположенными вдоль его течения вытянутыми, а иногда и разорванными на отдельные цепочки неметаллическими включениями называется волокнистой. При последующей термообработке изменить такую структуру невозможно, а повторная обработка давлением может лишь изменить направление волокон. Следствием такой структуры является анизотропия механических свойств металла вдоль и поперек его волокон. Это учитывают при проектировании, технологической разработке и изготовлении изделий. При обработке резанием нежелательно перерезать волокна, так как это снижает прочность деталей. Из двух коленчатых валов, показанных на рис. 3, более прочным будет вал, изготовленный ковкой без перерезания волокон.
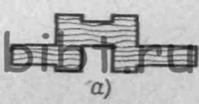
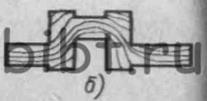
Рис. 3. Расположение волокон в коленчатом вале, изготовленном резанием (а), ковкой (б)
Зависимость механических свойств металла от укова показана на рис. 4. Пластические свойства металла, а также ударная вязкость в продольном направлении возрастают с увеличением укова до 6–10, после чего они остаются приблизительно постоянными. В поперечном направлении эти свойства с увеличением укова уменьшаются, поэтому при необходимости их повысить изменяют направление волокон, например осадкой заготовки.
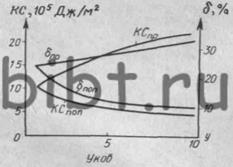
Рис. 4. Зависимость от величины укова относительного удлинения и ударной вязкости продольных и поперечных образцов из поковки, откованнной из стального слитка массой 100 т
6. Оборудование для некоторых видов пластической деформации
Во многих случаях использование КГШП, предназначенных для горячей объемной штамповки, значительно эффективнее, чем молотов.
Особенностью конструкции КГШП (рис. 5) является то, что все усилия, возникающие при штамповке, воспринимаются массивной станиной, на которой установлен электродвигатель 7, вращающий через шкив 6 и клиноременную передачу маховик 5, закрепленный на приемном валу 8. С этого вала через зубчатые колеса 9 и 12 вращение передается коленчатому валу 10, соединенному шатуном 2 с ползуном 1, который может совершать возвратно-поступательное движение по направляющим 13. Кривошипно-шатунный механизм включается от ножной педали фрикционной пневматической муфтой 11; для остановки выключают пневматическую муфту и включают пневматический ленточный тормоз 3. Маховик останавливают тормозом 4 при выключенном электродвигателе. На станине 15 пресса установлен клиновой стол 14, предназначенный для регулирования высоты штампов при их установке.
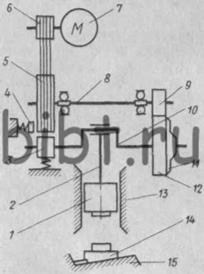
Рис. 5. Кинематическая схема кривошипного горячештамповочного пресса
Горизонтально-ковочные машины (ГКМ)
ГКМ широко применяют в крупносерийном и массовом производствах для горячей штамповки из проката самых различных поковок, требующих технологических переходов высадки, прошивки, просечки, пережима заготовки, выдавливания, гибки и отрезки поковки от прутка. Поковки штампуют непосредственно из прутка или отдельных штучных заготовок с незначительными по величине облоем и штамповочными уклонами, а также без них с малыми припусками и допусками, что обеспечивает значительную экономию металла. Штамп для ГКМ имеет две взаимно перпендикулярные плоскости разъема матриц и пуансона, чем обеспечивается получение поковок более сложной формы, чем на молотах, штампы которых имеют одну плоскость разъема.
Схема ГКМ с вертикальным разъемом матриц и с кулачково-рычажным механизмом зажимного ползуна показана на рис. 6. От электродвигателя 1 движение передается клиноременной передачей 2 на маховик 3, от него через фрикционную пневматическую муфту включения 4 – на приводной вал 5 и затем через пару зубчатых колес 6 – на кривошипный вал 8, который через шатун 9 обеспечивает возвратно-поступательное движение главного ползуна 10 с закрепленными на нем пуансонами 11. Упор 12 при сомкнутых матрицах отводится в сторону главным ползуном.
ГКМ с вертикальным разъемом матриц могут работать в автоматическом режиме в комплексе с индукционными нагревателями и клещевым перекладчиком. Обычно при печном нагреве заготовок такие ГКМ оснащают механизированными пневматическими подъемными столами и подвесками, осуществляющими движение заготовки в вертикальном направлении на уровень того или иного ручья штампа. Остальные манипуляции с заготовкой штамповщик выполняет вручную.
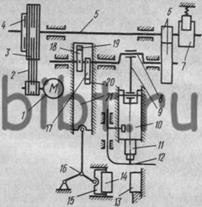
Рис. 6. Кинематическая схема горизонтально-ковочной машины
7. Поверхностное пластическое деформирование
Упрочнение деталей поверхностным пластическим деформированием (ППД). Сущность способа заключается в следующем. Под давлением деформирующего инструмента микровыступы (микронеровности) поверхности детали пластически деформируются (сминаются), заполняя микровпадины обрабатываемой поверхности, что способствует повышению твердости поверхностного слоя. Более того, в поверхностном слое возникают благоприятные сжимающие напряжения, что способствует повышению усталостной прочности на 30…70%, износостойкости–в 1,5…2 раза, значительно снижается шероховатость поверхности упрочняемой детали.
К наиболее распространенным способам упрочнения ППД относятся:
– обкатка рабочих поверхностей шариками или роликами;
– алмазное выглаживание;
– дробеструйная обработка;
– ультразвуковое упрочнение;
– упрочнение наклепом.
– Статико-импульсная обработка (СИО)
Обкатку шариками или роликами (для внутренних поверхностей–раскатка) выполняют с помощью специальных шариковых или роликовых накаток (раскаток) на токарно-винторезных станках, при этом упрочняющий инструмент закрепляют на суппорте станка. Это перспективный способ ППД, так как способствует снижению шероховатости поверхности, микротвердость поверхностного слоя увеличивается на 40…60%, возрастает глубина упрочненного слоя металла.
Основные параметры процесса: усилие обкатывания, продольная подача инструмента, число проходов и припуск на обкатывание.