Реферат: Выполнение разъемных и неразъемных соединений оптико-механических приборов
Предохранение винтовых соединений от саморазвинчивания кернением (рис. 6, б) осуществляется путем обжатия головки винта 2 металлом закрепляемой детали 1 при помощи кернера 3.
Для предохранения винтовых соединений от саморазвинчивания путем заливки клеем пространство вокруг головок установочных винтов 2 заполняют нитроклеем АК-20 или шеллаком 1 (рис. 6, в). Этот вид заливки деталей нашел применение в котировочных устройствах и выполняется после юстировки и контроля узлов и приборов. Установка винтов на сурик с применяется для герметизации узлов и приборов, работающих в условиях повышенной, влажности, а также для предохранения от саморазвинчивания резьбовых соединений (рис. 6, г).
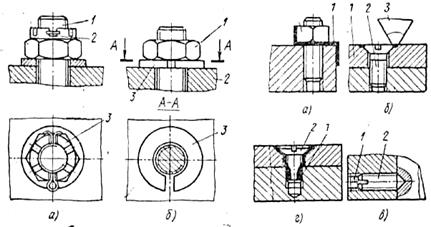
Рис.5. Стопорение шплинтами и пружинными шайбами.
Рис.6. Предохранение винтовых соединений.
Сурик —это смесь свинцового сурика (90%) и натуральной олифы (10%). Для установки винтов 2 на сурик 1 достаточно окунуть резьбовой конец винта (рис. 6, г) в смесь и ввернуть винт в соединение.
Выполнение неразъемных соединений
Неразъемными соединениями называются такие соединения, которые невозможно разобрать без нарушения элементов соединяемых деталей. К этому виду соединений относятся соединения деталей заклепками, завальцовкой и развальцовкой, склейкой, сваркой и с гарантированным натягом.
Соединение деталей заклепками осуществляется путем •установки заклепки в заранее просверленное отверстие соединяемых деталей и расклепывания (формообразования) замыкающей головки заклепки инструментом.
Для клепки деталей применяют заклепки, которые представляют собой стержни 3 (рис. 7) с закладными головками 4. Заклепки бывают сплошными и пустотелыми, а также с полукруглой и конической (потайной) закладными головками.
Процесс клепки основан на пластичности металла заклепок, поэтому их изготовляют из деформируемых металлов и сплавов: малоуглеродистой стали, мягкой латуни и дюралюминия.
При клепке деталей применяют следующий инструмент: подставки (поддержки) с зажимными устройствами, обжимки, струбцинки (натяжки), слесарные молотки и т. д.
Подставки 6, которые поддерживают склепываемые детали 5 снизу, должны быть тяжелее собираемых деталей и слесарного молотка. Ударная часть обжимки 2, которой формируют замыкающую головку 1 заклепок, должна соответствовать типу головки выбранной заклепки.
Струбцинками (натяжками) стягивают соединяемые детали для получения выступающего конца заклепки, деталей заметами расчетной величины.
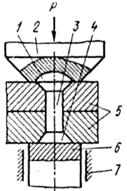
Рис.7. Соединение деталей заклёпками.
Длина выступающей части (конца) заклепки относительно плоскости заклепываемых деталей должна быть такой величины, чтобы ее хватило для образования замыкающей головки заклейки.
Для получения полукруглой головки (для средних диаметров заклепок) длина выступающей части заклепок должна составлять 1,5d, а для потайной головки 0,7— 0,8d, где d — диаметр стержня заклепки.
Технологический процесс соединения заклепкой ведется в следующей последовательности: фиксация и крепление склепываемых деталей 5 по чертежу;
Установка заклёпки в отверстие склепываемых деталей и установка узла закладной головкой 4 заклёпки на рабочей части поддержки 6, закреплённой в зажимном устройстве 7;
Расклёпывание и оформление замыкающей головки заклёпки обжимкой 2 при помощи молотка;
Контроль качества соединения путём внешнего осмотра и опробования.
Соединение деталей заклёпками применяют в тех случаях, когда невозможно применить сварку или пайку, например соединение ламелей с планками фотозатворов, соединение тормозного кольца с диском фрикционных муфт, а также соединение деталей, изготовленных из кожи, фибры и других разнородных материалов.
В процессе сборки оптико-механических приборов и их составных частей выполняются операции по склеиванию оптических деталей с механическими и ещё чаще – приклеивание прокладок, изготовленных из различных неметаллических материалов, к оптическим и металлическим деталям. Например, при сборке прицельных окуляров, чтобы предохранить сетку от поворота, осуществляют цементирование сетки в оправе глетоглицериновым клеем-цементом (раствор свинцового глета в обезвоженном глицерине). При этом необходимо иметь в виду, что клеящая способность клея-цемента сохраняется всего 15-20 мин. Склеенная сборочная единица должна быть выдержана при температуре 18-30° в течение 3-4 часов.
Кроме того, при сборке оптических узлов применяют клеи ОК-50 и ОК-46 для соединения деталей оптики с металлическими деталями (например, при сборке призм и линз видоискателей некоторых дальномерных фотоаппаратов и киносъёмочных камер).
Для приклеивания прокладок, изготовленных из бумаги, картона, фибры, пробки и других материалов, к оптическим деталям (призмам, зеркалам, выравнивающим стёклам и др.) широко применяют нитроклей АК-20 и шеллачный клей (раствор шеллака – природной смолы некоторых тропических растений – в этиловом техническом спирте).
При соединении деталей из теплоизоляционных материалов (пенопласта, фторопласта, текстолита), лакоткани, кожи, эбонита, фибра и других материалов с металлическими деталями и деревом применяют клеи БФ-4 и ПУ-2.
Для склеивания деталей из резины и прорезиненных материалов с металлическими и деревянными при сборке приборов применяют клей марки 88Н или термопреновый клей.
Соединение деталей клеем выполняют путём нанесения жидкого клея на склеиваемые поверхности деталей с последующей выдержкой и при необходимости сушкой в термошкафах при определённой температуре в течение некоторого времени. Поверхности склеиваемых деталей должны быть тщательно обезжирены ацетоном или петролейным эфиром. Соединение деталей клеями повышает герметичность собираемых узлов, не поддаётся коррозии и устойчиво против вибраций. К недостаткам клеевых соединений следует отнести длительность выдержки собранных узлов для окончания процесса отвердения клея.