Реферат: Заготовки: понятия, способы получения
Для простых по конфигурации деталей часто заготовкой является; прокат - (прутки, трубы и т.п.). Хотя в этом случае объем механической обработки возрастает, такая заготовка может быть достаточно экономичной из-за низкой стоимости проката, почти полного отсутствия подготовительных операций и возможности автоматизации процесса обработки.
Для литья и ковки размеры заготовки практически не ограничиваются. Нередко - ограничивающим параметром в этом случае являются определенные минимальные размеры (например, минимальная толщина стенки отливки, минимальная масса поковки). Штамповка и большинство специальных методов литья ограничивают массу заготовки до нескольких десятков или сотен килограммов.
Форма (группа сложности) и размеры (масса) отливок и поковок влияют на их себестоимость. Причем масса заготовки влияет активнее, так как с ней связаны расходы на оборудование, оснастку, нагрев и т.п. Значительное снижение стоимости изготовления литых и штампованных заготовок происходит при увеличении их массы от 2 до 30 кг.
3.3.2 Требуемые точность и качество поверхностного слоя заготовок
Требуемая точность геометрических форм и размеров заготовок существенно влияет на их себестоимость. Чем выше требования к точности отливок, штамповок и других заготовок, тем выше стоимость их изготовления. Это определяется главным образом увеличением стоимости формообразующей оснастки (модели, штампы, пресс-формы), уменьшением допуска на ее износ, применением оборудования с более высокими параметрами точности (и, следовательно, более дорогого), увеличением расходов на его содержание и эксплуатацию. В оптовых ценах на заготовки это удорожание выражается в виде надбавок к базовой цене. Размеры надбавок составляют для отливок 3...6%, для штамповок - 5...15%.
Качество поверхностного слоя заготовки сказывается на возможности ее последующей обработки и на эксплуатационных свойствах детали (например, усталостная прочность, износостойкость). Оно формируется практически на всех стадиях изготовления заготовки. Технологический процесс определяет не только микрогеометрию поверхности, но и физико-механические свойства поверхностного слоя.
В качестве примера сравним заготовки, полученные литьем в песчаные формы и под давлением. В первом случае получают грубую неточную поверхность. При обработке такой заготовки резанием возникает неравномерная нагрузка на резец, что в свою очередь снижает точность обработки. Особенно ярко это проявляется при обработке внутренних поверхностей.
Во втором случае поверхность заготовки имеет низкую высоту микронеровностей, но в связи с высокой скоростью охлаждения и отсутствием податливости формы в поверхностном слое металла создаются остаточные напряжения растяжения. Последние могут привести к короблению отливки и трещинам. Иногда остаточные напряжения выявляются не сразу, а при последующей механической обработке. Съем слоя металла с поверхности нарушает равновесие напряжений и приводит к деформации готовой детали.
3.3.3 Технологические свойства материала заготовки
Каждый способ производства заготовок требует от материала определенного комплекса технологических свойств. Поэтому часто материал накладывает ограничения на выбор способа получения заготовки. Так, серый чугун имеет прекрасные литейные свойства, но не куется. Титановые сплавы обладают высокими антикоррозионными свойствами, но получить из них отливки или поковки весьма затруднительно.
Технологические свойства оказывают влияние на себестоимость изготовления заготовок. Например, переход при изготовлении отливки от чугуна к стали повышает себестоимость литья (без учета стоимости материала) на 20...30%. Применение легированных и высокоуглеродистых сталей при производстве заготовок штамповкой повышает стоимость их изготовления на 5...7%.
Если заготовки из одного и того же материала получать различными Способами (литье, обработка давлением, сварка), то они будут обладать неидентичными свойствами, т.к в процессе изготовления заготовки происходит изменение свойств материала. Так, литой металл характеризуется относительно большим размером зерен, неоднородностью химического состава и механических свойств по сечению отливки, наличием остаточных напряжений и т.д. Металл после обработки давлением имеет мелкозернистую структуру, определенную направленность расположения зерен (волокнистость). После холодной обработки давлением возникает наклеп. Холоднокатаный металл прочнее литого в 1,5...3,0 раза. Пластическая деформация металла приводит к анизотропии свойств: прочность вдоль волокон примерно на 10...15% выцГе, чем в поперечном направлении.
Сварка ведет к созданию неоднородных структур в самом сварном шве и в околошовной зоне. Неоднородность зависит от способа и режима сварки. Наиболее резкие отличия в свойствах сварного шва получают при ручной дуговой сварке. Электрошлаковая и автоматическая дуговая сварки дают наиболее качественный и однородный шов.
3.3.4. Программа выпуска продукции
Программа выпуска продукции, т.е. количество изделий, выпускаемых в течение определенного периода времени (обычно за год), является одним из важнейших факторов, определяющих выбор способа производства заготовок. Ее влияние для каждого технологического процесса легко проследить по себестоимости одной заготовки:
Сзаг=й+6/П (3.1)
или производственной партии:
С==аП+Ь,
где а - текущие затраты (стоимость расходуемого материала, заработная плата основных рабочих, расходы наэксплуатацию оборудования и инструмента и т.д.); Ь - единовременные затраты (на оборудование, инструмент, его амортизацию и ремонт); П - размер производственной партии, шт.
Очевидно, что увеличение размера партии ведет к уменьшению себестоимости заготовки. Однако такое снижение себестоимости происходит не однозначно. При увеличении производственной партии свыше значения П, - требуется введение дополнительного оборудования, технологической оснастки. Зависимость себестоимости от размеров партии приобретает в этом случае более сложный (ступенчатый) характер (рис.3.2).
Сравнение двух (или нескольких) вариантов технологических процессов изготовления заготовок можно осуществить графически (рис.3.3). Точка пересечения дает критическую производственную партию Пк, которая разделяет области рационального применения того или иного технологического процесса.
Программа выпуска позволяет также определить экономически целесообразные пределы применения различных методов получения заготовок (рис.3.4).
 |  | |
|
Рис.3.2. Зависимость себестоимости С партии заготовок (1) и одной заготовки (2) от размера производственной партии П: П1, П2 - критические значения размеров партии | Рис.3.3. Сравнение себестоимости С технологических про-цессов изготовления заготовки (варианты 1 и 2) в зависимости от размера производ-ственной партии | |
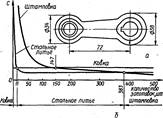
| Рис.3.4. Поводок (а) и зависимость себестоимости заготовки от метода ее изготовления и размера производственной партии (б) | ||
3.3.5 Производственные возможности предприятия
При организации производства нового вида заготовок, кроме разработки технологических процессов, следует установить необходимость нового оборудования, производственных площадей, кооперативных связей, 'постановки дополнительных материалов, электроэнергии, воды и т. п: В этом случае выбор оборудования, оснастки и материалов производится на основании предварительного технико-экономического анализа.
При проектировании технологического процесса для действующего предприятия его следует связать с возможностями этого предприятия. Для этого необходимо располагать сведениями о типе и количестве имеющегося оборудования, производственных площадях, возможностях ремонтной базы, вспомогательных служб и т.д.
Многие из упомянутых выше факторов взаимосвязаны. Например, внедрение литья в металлические формы (кокиль) позволяет значительно снизить потребность в производственных площадях в литейном цехе (уменьшаются габаритные размеры машин, снижается расход формовочных материалов и т.п.). Но, с другой стороны, изготовление и ремонт кокилей требует дополнительных затрат в Инструментальных и ремонтных цехах.
Определенное влияние на выбор способа изготовления заготовки оказывают также наличие и уровень квалификации рабочих и ИТР на предприятии. Чем ниже квалификация рабочих и больше производственная программа, тем детальнее необходимо разрабатывать технологическую документацию, тем больше нагрузка на технологические службы предприятия и выше требования к квалификации ИТР.
3.3.6. Длительность технологической подготовки производства
B процессе технологической подготовки производства решаются задачи: технологического проектирования - разработка технологических процессов, маршрутных карт и т.п.; нормирования-расчеты трудоемкости операций и материалоемкости деталей; конструирования и производства основного и вспомогательного оборудования и технологической оснастки.
Сложность периода технологической подготовки производства состоит в том, что все работы должны вестись в кратчайшие сроки с минимальной трудоемкостью и стоимостью. Удлинение периода подготовки производства может привести к моральному устареванию изделия, снижению фондоотдачи капиталовложений и т.д. Поэтому начинать подготовку желательно еще во время проектирования изделия.
Длительность и объем технологической подготовки производства определяется сложностью изготавливаемого изделия, характером применяемых технологических процессов и типом производства. Чем больше количество и сложность используемого оборудования, тем больше объем и длительность подготовки. В условиях массового и серийного производства технологическая подготовка ведется особенно подробно. В единичном производстве технологическая подготовка ограничивается разработкой минимальных данных, необходимых для производства. Их детализация возлагается на цеховые технологические службы. В некоторых случаях (например, для устранения «узких» мест производства) с целью сокращения периода подготовки выбирают такой метод производства заготовок, который требует минимальных затрат на производство оборудования, инструментов и оснастки, необходимых для осуществления данного технологического процесса.
3.4. Методика выбора способа получения заготовок
На первом этапе тщательно анализируются детальные и сборочные чертежи изделия, взаимосвязи элементов конструкции при сборке, эксплуатации и ремонте. Анализ сопровождается критической оценкой чертежей с точки зрения технологичности и обоснованности технических требований. Все выявленные недостатки исправляются совместно с разработчиком конструкции.