Реферат: Железоуглеродистые сплавы
![]()
![]() 8', 10' отдают накопленное тепло воздуху и газу, поступающим в печь.
8', 10' отдают накопленное тепло воздуху и газу, поступающим в печь.
В процессе плавки клапаны несколько раз переключаются. В результате продукты горения нагревают то одну, то другую пару регенераторов, а топливо (газ и воздух), также меняя направление, подаются в печь только через раскаленную пару регенераторов.
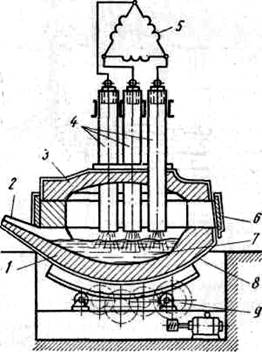
Рис. 8. Схема трехфазной дуговой электросталеплавильной печи:
1 — футеровка, 2 — желоб для выпуска металла, 3 — свод, 4 — электроды,
5 — вторичные обмотки печного трансформатора, 6 — дверца рабочего окна,
7 — расплавленный металл, 8 — кожух, 9 — механизм для наклона печи
На последнем этапе плавки происходит раскисление металла. Готовую сталь выпускают, окончательно раскисляя при выпуске алюминием. Процесс плавки длится 5...7 ч; вместимость печей достигает 900 т стали.
В мартеновских печах плавят качественные углеродистые и легированные стали, из которых изготовляют прокат различных профилей, трубы, балки и другие изделия.
Выплавка стали в электрических печах. Электрические сталеплавильные печи подразделяются на дуговые и индукционные. Дуговая электросталеплавильная печь (рис.8) имеет цилиндрическую форму и состоит из стального кожуха 8, выложенного изнутри огнеупорным кирпичом 1. Сверху печь накрываетсякрышкой, называемой сводом 3. Через специальные отверстия в своде в печь опускают три графитовых электрода 4 (по числу фаз трехфазного электротока) и включают ток. Между электродами и металлом 7 в печи возникает электрическая дуга, которая создает высокую температуру, и шихта плавится. Далее процесс ведется подобно плавке в мартеновских печах.
Качество стали, выплавленной в дуговых электрических печах, выше, чем качество конвертерной и мартеновской сталей, что достигается следующим: меньшей насыщенностью газами, так как в электрической печи значительно слабее газовая окислительная атмосфера и меньше продуктов горения; созданием благоприятных условий для применения более химически активных шлаков, с которыми лучше удаляются вредные примеси.
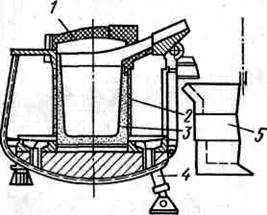
Рис. 9. Схема индукционной печи:
1 — крышка, 2 — индуктор, 3 — огнеупорный тигель,
4 — подъемный механизм, 5 — ковш
В дуговых электрических печах выплавляют высококачественные легированные стали, содержащие тугоплавкие элементы,—вольфрам, молибден, ванадий. В настоящее время большинство сортов специальных высококачественных сталей выплавляется в электрических печах, вместимость которых колеблется от 1 до 200 т.
Индукционная печь (рис. 9) представляет собой мно-говитковый спиральный индуктор 2, изготовленный из медной водоохлаждаемой трубки. Внутри индуктора помещается огнеупорная набивная футеровка в виде тигля 3, куда закладывается строго дозированный по расчету металл. На индуктор подается переменный ток, который создает вокруг него магнитное поле. Магнитный поток пронизывает металл и возбуждает в нем мощные вихревые индукционные токи, которые нагревают металл до высоких температур. Шлак, не обладающий магнитной проницаемостью (т. е. ток в нем не индуцируется), нагревается от металла; в результате температура шлака ниже температуры металла, вследствие чего шлак малоактивен и окислительно-восстановительные реакции протекают медленно. Шлак служит защитным слоем от окисления и поглощения газов из воздуха. Поэтому плавку в индукционной печи ведут преимущественно методом переплава высоколегированных сталей и сплавов. При переплаве легирующие элементы слабо окисляются и химический состав металла почти не изменяется. Качество стали получается очень высокое. Расход электроэнергии 700...900 кВт-ч/т стали. Применяют печи вместимостью до 10 т.
Разливка стали. Когда плавка в конвертерах, мартеновских печах и электропечах закончится, сталь выпускают в специальный ковш, из которого ее разливают одним из приведенных ниже способов.
Разливку сверху (рис. 10, а) производят в изложницы 2 — высокие металлические формы. После того как металл застынет, получаются слитки, с которых снимают изложницы. Этим способом изготовляют крупные слитки.
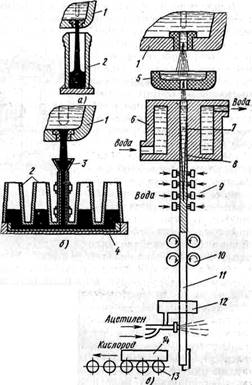
Рис. 10. Схема разливки стали:
а — сверху, б — снизу (сифонный способ), в — непрерывная разливка;
1 — ковш, 2 — изложница, 3 — литник, 4 — металлическая плита, 5 — воронка, 6 — кристаллизатор, 7 — жидкая сталь, 8 — кристаллизующийся слиток, 9 — дождевальное устройство, 10 — валки, 11 — затвердевший непрерывный слиток, 12 — газорезка, 13 — тележки, 14— отрезанный мерный слиток
При разливке снизу (рис. 10, б)—сифонный способ — изложницы 2 устанавливают на металлические плиты 4. Изложницы соединяются между собой и с центральным литником 3, в который заливают из ковша 1 сталь. Изложницы заполняются по методу сообщающихся сосудов. Через один литник отливают до 30 некрупных слитков.
Непрерывная разливка стали (рис. 10, в) — наиболее прогрессивный способ, разработанный советскими металлургами. Установка для непрерывной разливки стали была пущена впервые в нашей стране в 1956 г. Жидкая сталь из ковша 1 через промежуточную воронку 5 поступает в медную водоохлаждаемую форму — кристаллизатор 6. Дно кристаллизатора перед заливкой закрыто крышкой — затравкой с ласточкиным хвостом. Жидкая сталь 7, попав в кристаллизатор, быстро затвердевает, приваривается к затравке и вместе с ней вытягивается из кристаллизатора валками 10 со скоростью 1...5 м/мин. При выходе из кристаллизатора слиток 8, поверхность которого затвердела, подвергается дополнительному охлаждению дождевальным устройством 9. Окончательно затвердевший непрерывный слиток 11 валками 10 подается к газорезке 12, разрезается на отре