Реферат: Зубопротезное литье
системы Д. Н. Цитрина Фланец имеет трубку, соединенную с вакуум-насосом с
помощью резинового шланга, через который отсасываются газы и создается отрицательное давление в опоке.
Вакуум-насосы могут быть водоструйными и механическими. Водоструйный насос состоит из двух резиновых шлангов 13, стеклянной бутыли и вакуумметра.
В комплект электропечи входят: понижающий трансформатор на 30, 45, 60, 75, 90 в и 40, 50 а , реостат, вольтметр, амперметр и термопара с гальванометром.
Питание электропечи осуществляется от электросети.
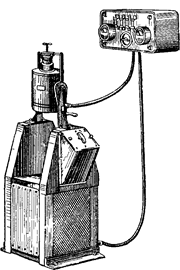 Отливка центробежным способом производится специальной печью (рис.6). Металлический корпус электропечи для центробежного литья изготовлен из листовой стали толщиной 2,5 см; толщина дна — 5 мм. Внутри корпуса на асбестовой засыпке помещается высокоогнеупорная хромомагнезитовая футеровка, изготовленная из двух половинок, соединяющихся в вертикальной плоскости, проходящей через ось печи.
Отливка центробежным способом производится специальной печью (рис.6). Металлический корпус электропечи для центробежного литья изготовлен из листовой стали толщиной 2,5 см; толщина дна — 5 мм. Внутри корпуса на асбестовой засыпке помещается высокоогнеупорная хромомагнезитовая футеровка, изготовленная из двух половинок, соединяющихся в вертикальной плоскости, проходящей через ось печи.
Кольцевое пространство между футеровкой и обечайкой корпуса заполнено асбестовой засыпкой.
В цилиндрическом рабочем пространстве печи, образуемом половинками футеровки, находятся два угольных электрода и тигель для расплавления металла, изготовленный из высокоогнеупорного материала. Остальной объем рабочего пространства заполнен мелкими кусочками гра-
фита.
Рис.6. Электропечь для Сверху полость печи закрыта хромомагнезитовой крышкой,
плавки стали системы на которой установлен массивный стальной фланец; в верх- И. П. Корнеева. нюю расточку фланца вставляется цилиндрическая сталь-
ная опока, в которой находятся заформованные восковые модели для отливки.
Сверху печь закрывается стальной крышкой, которая ставится на слой обмазки и плотно прижимается к обечайке корпуса двумя замками накидного типа.
Для сохранения вертикального положения печи, с целью предохранения ее от опрокидывания, к днищу корпуса прикреплен чугунный противовес. В полость противовеса выходят нижние концы угольных электродов, от которых идут провода, защищенные изоляционными бусами.
В нижней части корпуса печи расположены две полуоси. Для точного установления полуосей на одном диаметре фланцы их центрируются штифтами, закрепленными в обечайке корпуса. Шейки полуосей опираются на шарикоподшипники, находящиеся в расточках двух литых чугунных стоек.
На правую удлиненную полуось насажено на шпонке малое зубчатое колесо; оно сцепляется с большим зубчатым колесом (передаточное отношение 3:5), вращающимся с помощью рукоятки. К полуосям прикреплены вертикальные планки, соединенные наверху стяжкой. В отверстии стяжки, расположенном на оси печи, может перемещаться вертикальный стержень, к нижнему концу которого прикреплена крышка опоки.
Внутри подставки, внизу, помещен трансформатор, установленный на дощатом настиле и прикрепленный болтами к каркасу подставки. Нижняя часть каркаса подставки закрыта с трех сторон проволочной сеткой, а с одной стороны — съемным стальным листом. В верхней части подставки, справа к ней, прикреплен наклонно расположенный кожух, в котором помещен переключатель.
Электрощит с измерительными приборами прикрепляют к стене.
Для изготовления тиглей из огнеупорной массы имеется специальный разборный металлический штамп, состоящий из двух половинок, стягиваемых на обоих концах гайками с накаткой. В огнеупорную массу для изготовления тиглей входит: 30% корунда № 325, 30% электрокорунда № 100, 40% шамотной глины. Указанный материал замешивают на жидкости, состоящей из 90% воды и 10% отработанного машинного масла. Полученную смесь закладывают в штамп и прессуют. Затем тигель осторожно извлекают из пресс-формы и ставят в муфельную печь для просушки на l,5-2 часа при температуре 300-400°.
Окончательную прокалку тигля производят в литейной печи перед плавкой в течение 15—20 мин. при температуре 1200—1400°.
В центре рабочего пространства печи помещают тигель, в который закладывают 1—2 кубика нержавеющей стали, в зависимости от количества деталей, подлежащих отливке. Остальное пространство, как уже указывалось, заполняют кусочками графита и закрывают сверху конусной хромомагнезитовой крышкой. На крышку в центре ставят верхний стальной фланец; остальную верхнюю часть печи покрывают слоем обмазки, а крышку печи соединяют замками с кромкой корпуса. Отверстие фланца обмазывают слоем огнеупорной массы, толщина которого зависит от диаметра тигля.
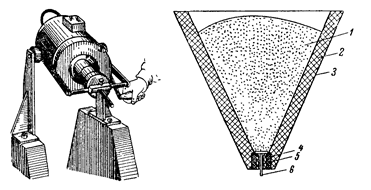
1-термитная смесь;
2-шамотно-магнезитовый тигель;
3-стальной кожух,
4-магнезитовый стакан;
5- сменный штепсель;
6- запорный гвоздь.
Рис.7. Вращение печи для Рис.8. Тигель для сжигания