Статья: Определение неуравновешенной радиальной силы резания при сверлении
Одним из факторов, определяющих при сверлении точность обработки отверстий, особенно глубоких, является неуравновешенная радиальная сила резания ![]() . Считается, что при идеальной заточке сверла радиальные силы резания Рy, действующие на каждый из зубьев инструмента, равны между собой и уравновешивают друг друга.
. Считается, что при идеальной заточке сверла радиальные силы резания Рy, действующие на каждый из зубьев инструмента, равны между собой и уравновешивают друг друга.
В реальной практике вследствие асимметричной заточки сверла возникает неуравновешенная радиальная сила резания ![]() , вызывающая изгиб инструмента и приводящая к возникновению дополнительных погрешностей в продольном сечении обрабатываемых отверстий. В настоящее время не существует общепринятой методики для определения силы
, вызывающая изгиб инструмента и приводящая к возникновению дополнительных погрешностей в продольном сечении обрабатываемых отверстий. В настоящее время не существует общепринятой методики для определения силы ![]() . В работе предпринята попытка показать, что эта сила зависит не только от твердости обрабатываемого материала (что широко известно), но также от конструктивных параметров режущего инструмента и принятых режимов обработки.
. В работе предпринята попытка показать, что эта сила зависит не только от твердости обрабатываемого материала (что широко известно), но также от конструктивных параметров режущего инструмента и принятых режимов обработки.
Анализ сил, возникающих при обработке резанием, показывает, что радиальная сила резания Рy может быть определена из рис. 1 зависимостью [1]:
 , (1)
, (1)
где РN – составляющая силы резания, направленная по нормали к режущей кромке инструмента; ![]() – главный угол в плане,
– главный угол в плане, ![]() – угол отклонения стружки. Принимают: знак «плюс» при отрицательном значении угла
– угол отклонения стружки. Принимают: знак «плюс» при отрицательном значении угла ![]() , и знак «минус» при положительном значении угла
, и знак «минус» при положительном значении угла ![]() .
.
Зависимость (1) для определения радиальной силы не учитывает изменения геометрических параметров инструмента вдоль режущей кромки, что является характерным для сверла.
Сила РN представляет собой одну из составляющих силы Рz и может быть рассчитана [1, 2] по выражению
![]() , (2)
, (2)
где Рz – сила, действующая в направлении главного движения; ![]() – угол скалывания. При обработке пластичных материалов можно принимать при расчетах
– угол скалывания. При обработке пластичных материалов можно принимать при расчетах
![]() , (3)
, (3)
где ![]() – переднии угол в нормальной секущей плоскости.
– переднии угол в нормальной секущей плоскости.
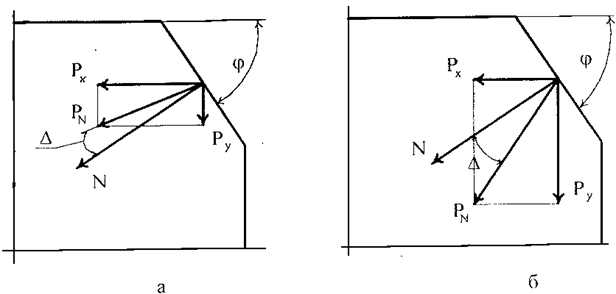
Рисунок 1 – К определению силы Рy: а – отрицательное значение угла ![]() ; б – отрицательное значение угла
; б – отрицательное значение угла ![]() .
.
Сила Рz может быть определена из выражения
![]() , (4)
, (4)
где ![]() – предел прочности на растяжение обрабатываемого материала; Sz – подача на зуб сверла; t – глубина резания.
– предел прочности на растяжение обрабатываемого материала; Sz – подача на зуб сверла; t – глубина резания.
Глубина резания при сверлении [3] принимается равной радиусу обрабатываемой поверхности: t=0,5D, где D – диаметр сверления.
Рассмотрим определение угла отклонения стружки ![]() , являющегося одним из параметров при определении радиальной составляющей силы резания Py. При несвободном резании и угле наклона главной режущей кромки
, являющегося одним из параметров при определении радиальной составляющей силы резания Py. При несвободном резании и угле наклона главной режущей кромки ![]() угол отклонения стружки следует вычислять по формуле
угол отклонения стружки следует вычислять по формуле
![]() , (5)
, (5)
где ![]() – вспомогательный расчетный угол, значение которого определяется зависимостью
– вспомогательный расчетный угол, значение которого определяется зависимостью
 , (6)
, (6)
где ![]() – вспомогательный угол в плане; при сверлении:
– вспомогательный угол в плане; при сверлении: ![]() .
.
Известно, что некоторые параметры, характеризующие процесс резания, являются переменными в зависимости от положения произвольной точки А режущей кромки сверла, в которой они измеряются. Величина угла ![]() определяется зависимостью
определяется зависимостью
![]() , (7)
, (7)
где rc и rx – соответственно радиус сердцевины сверла и текущий радиус произвольной точки режущей кромки. ![]() – угол наклона стружечной канавки.
– угол наклона стружечной канавки.
Необходимые для последующего анализа расчетные зависимости геометрических параметров ![]() ,
, ![]() и
и ![]() определяют на основании данных работ [4, 5].
определяют на основании данных работ [4, 5].
Угол наклона главной режущей кромки:
![]() , (8)
, (8)
где ![]() ' – угол при вершине сверла.
' – угол при вершине сверла.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--