Учебное пособие: Производство стали
и многие другие физико-химические процессы; в конце вторичной продувки в конвертер вводят раскислители ( ферромарганец и ферросилицием). Марганец и кремний реагируют с растворенным кислородом; их окислы образуют с окислами железа жидкую шлаковую фазу, что помогает вывести продукты раскисления из металла.
Затем фурму вновь поднимают, конвертер наклоняют, берут контрольную пробу металла, термопарой погружения измеряют его температуру, после чего сталь выпускают через боковую летку в разливочный ковш; после слива металла скачивают оставшийся шлак и заделывают выпускное отверстие. Весь технологический цикл плавки занимает 50—60 мин, а продолжительность продувки кислородом - 18—30 мин.
Недостатком кислородно-конвертерного способа получения стали является большое пылеобразование, обусловленное обильным окислением и испарением железа; угар металла составляет 6—9 %, что значительно больше, чем при других способах получения стали. Это требует обязательного сооружения при конвертерах сложных и дорогих пылеочистительных установок.
Производство стали в мартеновских печах
Мартеновский процесс был разработан в 1865 г. французскими металлургами отцом Э. Мартеном и сыномП. Мартеном.
Мартеновская печь (рис. ) по устройству и принципу работы является пламенной регенеративной печью.
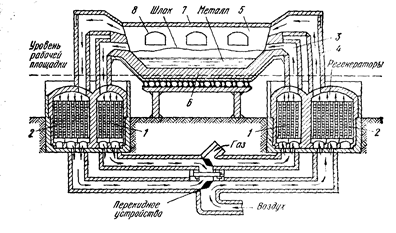
Рисунок . . Схема мартеновской печи:
1, 2 - газовые и воздушные регенераторы; 3, 4 -газовые и воздушные каналы в головке печи; 5 - рабочее пространство печи; 6 -подина печи; 7 - свод печи; 8 -завалочные окна
В ее плавильном пространстве сжигается газообразное топливо или мазут. Высокая температура для получения стали в расплавленном состоянии обеспечивается регенерацией тепла печных газов.
Рабочее плавильное пространство печи ограничено снизу ванной, образованной подиной и откосами; сверху - сводом; с боков - передней и задней стенками; с торцов - головками. В передней стенке расположены окна, через которые в печь загружают исходную шихту и дополнительные материалы (по ходу плавки), а также берут пробы металла и шлака, удаляют шлак при дефосфорации. Окна закрыты заслонками со смотровыми отверстиями. Готовую плавку выпускают через отверстие, расположенное в задней стенке на нижнем уровне подины. Отверстие плотно забивают малоспекающимися огнеупорными материалами.
Для более полного использования тепла отходящих газов в системе газоотводов установлены регенераторы. Регенераторы выполнены в виде камер, заполненных насадкой из огеупорного кирпича.
Принцип регенерации тепла заключается в том, что насадка одной пары регенераторов некоторое время нагревается до 1250 – 1300 о С отходящими из печи газами. Затем при помощи клапанов направление движения регенераторов меняется автоматически. Через один из нагретых регенераторов в рабочее пространство печи подается воздух, через другой – газ. Проходя через насадку, они нагреваются до 1100- 1200 о С. В это время другая пара регенераторов нагревается, аккумулируя тепло отходящих газов. После охлаждения насадки регенераторов до установленной температуры снова происходит автоматическое переключение клапанов.
Основными материалами для выплавки стали являются передельный чугун марок М1,М2, М3 и стальной скрап.
Стальной скрап – отходы при прокатке (до 10-12 % от массы слитка), при ковке и штамповке (грат, обсечки и др), стружка – при обработке на металлорежущих станках. В качестве скрапа широко используют также пришедшие в негодность различные стальные изделия, детали и т.п. Стружку и мелкий скрап до загрузки в мартеновскую печь прессуют, превращая в пакеты.
При выплавке стали используют известняк (флюс), железную руду и другие добавки. Для раскисления и легирования применяют ферромарганец и другие сплавы.
Получение стали в электрических печах
Этот процесс является более совершенным, так как легко регулируется тепловой процесс, можно создавать окислительную, восстановительную, нейтральную атмосферу или вакуум, легче осуществляется легирование стали. В дуговых печах выплавляют наиболее качественные конструкционные, высоколегированные, нержавеющие, жаропрочные и другие стали.
Для производства стали наиболее часто применяют дуговые трехфазные электрические печи с вертикальными графитированными электродами и непроводящим подом. Ток, нагревающий ванну в этих печах, проходит по цепи электрод—дуга—шлак—металл—шлак—дуга— электрод. Вместимость таких печей достигает 400 т.
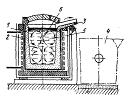
Печь состоит из металлического кожуха цилиндрической формы и сферического дна (рис. ). Подобно мартеновским, дуговые печи могут быть кислыми и основными. В основных печах подину выкладывают из магнезитового кирпича, сверху которого наносят набивной слой из магнезита пли доломита (150—200 мм). В кислых печах применяют динасовый кирпич и набивку из кварцита на жидком стекле.

Рис. . Схема дуговой электропечи
1 - выпускной желоб; 2 - дверка; 3 -свод; 4 - три электрода; 5 - опорные ролики; 6 - металл; 7 - электродвигатель для наклона печи
В цилиндрической части печи имеется рабочее окно и выпускное отверстие с желобом. Электрические печи имеют механизмы для наклона печи на 40—45° в сторону выпускного отверстия для слива металла и на 10—15° в сторону рабочего окна для скачивания шлака. Свод печи обычно сферический, и через него опускают в печь три цилиндрических электрода. Рядом с печью помещены механизмы для подъема электродов и понижающий трансформатор, питающий печь электроэнергией. Мощность трансформатора зависит от размеров и емкости печи. Например, 10-тонные печи имеют трансформатор мощностью 3,5 MB-А, а 250-тонные печи— трансформатор мощи остью 65 MB- A. Трансформатор печи имеет на низкой стороне несколько ступеней напряжения (3—12), переключая которые, можно регулировать энергетическую нагрузку электродов.
Небольшие печи загружают через окно (с помощью мульд и завалочной машины), а печи емкостью более 5 т, как правило, через свод (с помощью загрузочной бадьи или сетки).
На 1 т выплавляемой углеродистой стали расходуется 500—700 кВт-ч, на 1 т легированной стали —до 1000 кВт-ч.
Выплавка стали в индукционных печах
Выплавку стали в индукционных печах применяют в черной металлургии значительно реже, чем в дуговых, и используют обычно печи без железного сердечника, состоящие из индуктора в виде катушки (из медной трубки, охлаждаемой водой), которая служит первичной обмоткой, окружающей огнеупорный тигель, куда загружают плавящийся металл, рис. .