Учебное пособие: Взаємозамінність, стандартизація та технічні вимірювання
v
z
za
zb
zc
Основний отвір позначається літерою Н (Е1 - О).
Основний вал - h (es = 0).
Ряди основних відхилень від А (а) до Н (h) призначені для утворення посадок із зазором, від I (i) до N (n) - перехідних, і від P (p) до ZC (zс) - з гарантованим натягом.
Для кожного літерного позначення величина і знак основного відхилення, а також допуск наведені в ДЕРЖСТАНДАРТі 25346-89.
Друге (не основне) відхилення визначається із залежностей:
EI(ei) = ES(es) - Т або ES(es) = EI(ei) + Т (рис. 1)
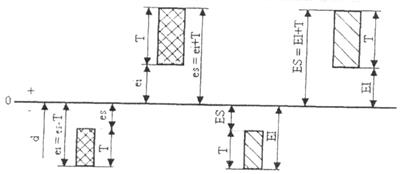 |
Рис. 1 Основні відхилення
Для валів j й js й отворів J й JS поле допуску розташовується симетрично нульової лінії. Основні відхилення, що позначаються однією і тією ж літерою, однакові за величиною, але протилежні за знаком EI=-es для А-Н, ES = -ei для I-ZC.
Із цього правила зроблене виключення для розмірів понад 3 мм для отворів J, К, М та N з допусками по 3-8 квалітетам і для отворів від Р до ZC з допусками по 3-7 квалітетам, для яких застосовується правило:
ES=~-ei+Δ, де ![]() - різниця між допуском розглянутого квалітету і допуском найближчого більш точного квалітету.
- різниця між допуском розглянутого квалітету і допуском найближчого більш точного квалітету.
ПОЛЕ ДОПУСКУ В ЕСКД утворюється з’єднанням основного відхилення і квалітету:
для валів: h6, d10, s7, js5; для отворів: Н6, D10, S7, JS5. За основним відхиленням і допуском визначається і друге граничне відхилення, що обмежує дане поле допуску: EI(ei) = ES(es) - Т ES(es) = EI(ei)+T .
Для тих полів допусків, у яких основним відхиленням є верхнє, нижнє визначається:
для вала: es = ei – Td;
для отвору: ES = EI – TD.
Якщо нижнє відхилення є основним, тоді:
для вала: es = ei + Td;
для отвору: ES = EI + TD.
5.2 Одиниця допуску і квалітет
У системі ІSО принципово допускаються будь-які з’єднання основних відхилень і квалітетів. Теоретично для кожного з розмірів до 500 мм з’єднанням до 20 квалітетів і 28 основних відхилень можна утворити більш 520 полів допусків валів і 518 полів допусків отворів. Величина основного відхилення для більшості полів допусків не залежить від КВАЛІТЕТУ (ступеня точності) - це сукупність допусків, що відповідають однаковому ступеню точності для всіх номінальних розмірів.
Квалітет позначається порядковим номером, що зростає зі збільшенням допуску. Всього передбачено20 квалітетів (01, 0, 1, 2, 3, ..., 18).
У цих квалітетів стандартом передбачені посадки. Скорочено допуск по одному із квалітетів позначається латинськими літерами, наприклад Н7.
Допуск посадки IT = ai, де а - коефіцієнт, що залежить від квалітету, i - одиниця допуску.
Практикою встановлено, що труднощі обробки в основному виникають зі збільшенням розмірів деталей за законом кубічної параболи:
i![]()
![]()