Дипломная работа: Электроснабжение агломерационной фабрики металлургического комбината
Для того, чтобы решать важные энергетические задачи, инженер должен обладать теоретическими знаниями и уметь творчески применять их в своей практической деятельности. Начальным этапом такого применения и является данный дипломный проект, в котором решаются вопросы электроснабжения. Система электроснабжения промышленных предприятий является подсистемой технологической системы производства данного предприятия, которая предъявляет определенные требования к электроснабжению.
Система электроснабжения является главным звеном промышленного предприятия, поэтому к ней предъявляют определенные требования: надежность питания, качество электроэнергии, резервирование и защита отдельных элементов.
При проектировании сооружений и эксплуатации систем электроснабжения промышленных предприятий необходимо осуществить выбор рационального напряжения, определить электрические нагрузки,
выбрать тип, число и мощность трансформаторных подстанций, виды их защиты, систему компенсации реактивной мощности и способы регулирования напряжения. Это должно решаться с учетом совершенствования технологических процессов производства, роста мощностей отдельных потребителей и особенностей каждого предприятия, цеха, установки, повышения качества и эффективности их работы.
Передача, распределение и потребление электроэнергии на промышленном предприятии должно производиться с высокой точностью.
Общая задача оптимизации системы промышленного электроснабжения включает рациональные решения по выбору сечений проводов и жил кабелей, способом компенсации реактивной мощности, автоматизации, диспетчеризации.
Задачей данного дипломного проекта является расчет и рациональное построение системы электроснабжения агломерационной фабрики металлургического комбината. Данное предприятие имеет трёхсменный режим работы. На предприятии преобладают потребители 2й категории с токопроводящей пыльной средой.
При проектировании необходимо учесть вопросы релейной защиты, самозапуска электродвигателей, следует также учесть разработку заземляющих устройств.
Проектирование следует вести с учетом современных требований к электроснабжению промышленных предприятий.
2. Характеристика потребителя
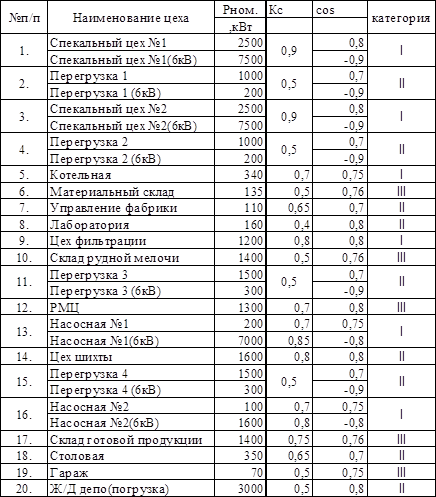
Определяем степень надежности электроснабжения цехов завода тяжёлого машиностроения, установленную мощность, коэффициент спроса и коэффициент мощности. Данные сносим в таблицу 1.
таб.1
Питание от системы 1000 МВт, I”=35 кА. Реактивное сопротивление системы на стороне высшего напряжения 0,4 о. е. Расстояние от ИП до ППЭ 30 км.
Производство трёхсменное, в основных цехах токопроводящая пыль.
3. Технология агломерационного процесса
Спекальный цех.
Железосодержащая часть шихты, используемая в доменном производстве, подлежит окусковыванию, которое осуществляется двумя способами: агломерацией и окомковыванием (окатыванием).
Агломерацией называется термический процесс окусковывания рудных материалов путём их спекания с целью придания формы и свойств, необходимых для доменной плавки. Процесс агломерации осуществляется на агломерационных машинах. В процессе агломерации исходные шихтовые материалы вначале усредняют по содержанию железа, затем дозируют, смешивают между собой и топливом (коксиком), увлажняют и растилают слоем заданной толщины на непрерывно движущиеся колосники, которые перемещают по кольцевому рельсовому пути. Через образованный слой шихтовых материалов продувается воздух с помощью мощных дымососов (аглоэксгаустеров), чем обеспечивается полное выгорание коксика по всей толщине рабочего слоя, обеспечивается пористая структура агломерата, необходимая для доменной плавки
Преимущественное распространение получили конвейерные агломерационные машины серии АКМ, из которых наиболее мощная АКМ7-312 имеет площадь поверхности спекания 252 м2 , производительность350‑450 т/ч; скорость движения спекательных тележек 1,5-7,5 м/мин, мощность приводного электродвигателя 85 кВт.
Одним из условий получения качественного агломерата является обеспечение соответствия между скоростью аглоленты и скоростью спекания шихты, которая зависит от высоты её слоя, влажности, состава и др. Кроме того, скорость движения аглоленты должна быть согласована с работой питателя, подающего на неё шихту.
Цех шихты.
Как отмечалось, в технологическом процессе агломерации кроме агломерационной машины, участвует также ряд других механизмов: дозаторы, питатели, смесители, окомкователи, грануляторы, охладители, вентиляторы.
Для привода большинства механизмов аглофабрики, в том числе транспортных используются в основном асинхронные электродвигатели напряжением 380 В, мощностью до 250 кВт. Двигатели с фазным ротором используются для конвейеров большой протяжённости.
Для эксгаустеров агломашин, дымососов и охладителей используются синхронные электродвигатели напряжением 6-10 кВ мощностью 1-8 МВт. Привод постоянного тока используется на механизмах, требующих широкого и плавного регулирования скорости. К ним относятся наряду с агломашинами и конвейерными машинами также окомкователи смесители, подающие шихту на конвейеры, охладители и т.п.
Дозаторы . Весьма важное влияние на ход технологического процесса и качество продукции оказывает точность дозирования компонентов шихты.
К электроприводам барабанных питателей предъявляют требование регулирования скорости в том же диапазоне, что и для привода ленты; дополнительно к этому требуется индивидуальная подрегулировка скорости питателей в диапазоне ±20% от номинальной в зависимости от количества шихты под шибером; здесь используется привод постоянного тока по системе ТП-Д
Питатели конвейерного типа , например пластинчатый питатель для точного дозирования компонентов, требует регулирования скорости, особенно в конце загрузки весовой воронки. Этим объясняется применение в данном случае электропривода постоянного тока по системе ТП-Д, МУ-Д, Г-Д. Используются электродвигатели малой мощности (0,7-1,5 кВт).
Барабанные смесители служат для смешивания шихты, идущей на окомкование. Для увлажнения шихты в барабан подводится вода. Поскольку допускается ступенчатое регулирование скорости, то для привода смесителей часто применяют асинхронные четырёхскоростные электродвигатели мощностью до 20 кВт; для привода скребков применяют асинхронные короткозамкнутые электродвигатели мощностью 4,5 кВт.
Окомкователи предназначены для подготовки шихты перед спеканием. В них осуществляется доувлажнение и окусковывание шихты. В процессе
работы требуется плавное регулирование скорости окомкователей в диапазоне не менее 3: