Дипломная работа: Плазменное поверхностное упрочнение металлов
нагрева.
(2.18)
Z ≈ 2√ a τим / π - Тλ /W
Для получения за один проход широкой упрочненной дорожки, при упрочнении применяют сканирование (магнитные или механические системы) плазменной струи (дуги) по поверхности в направление перпендикулярном поступательному перемещению. С целью упрощения модель для приближенной оценки парамет-ров сканирования можно представить в виде плоской задачи.
Известно, что в случае использования модели одновременного нагрева полу» бесконечного тела поверхностным тепловым источником с постоянной во времени интенсивностью, можно получить соотношении плотности мощностиgm , требуемой для достижения на поверхности максимальной температурыТтах
(2.19)
g т =Ттах аср √ π / 4 at
где α -температуропроводность;
ср - объемная теплоемкость;
t - времся нагрева.
Для нагрева плазменной струей (дугой)
(2.20)
t = d / υ,g = gn / S
где d- диаметр пятна нагрева в направлении движения;
υ - скорость перемещения пятна, относительно детали;
gn - полная мощность, подводимая к плазмотрону;
S- площадь, обрабатываемая плазменной струей.
В случае упрочнения без оплавления поверхности, необходимо, чтобы Ттах а поверхности! материала не превышала температуру плавления
(2.21)
Ттах ≤Тпл
Тогда, согласно (2.19) и (2.21), должно выполняться условие
(2.22)
g т √ t ≤ Тпл аср √ π / 4 a
где знак равенства соответствует максимальной глубине закалки, без оплавления поверхностности.
Рассмотрим пятно нагрева радиусом r , движущиеся по поверхности металла со скоростью υ и одновременно совершающее пилообразные колебания частотой f и амплитудой 2 d перпендикулярно направлению υ , рис. 2.2.
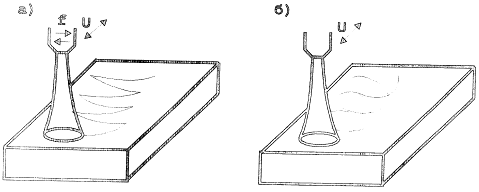
Рис.2.2. Схемы линейного (а) и кругового (б) сканирования.
Сканирующая плазменная струя создает на обрабатываемой поверхности усредненный источник тепла, размерами 2 r * 2 d , движущийся со скоростьюυ,
для которого время нагрева определяется соотношением: