Дипломная работа: Проект поточной линии механической обработки детали Вал
5,0-5,5
Проезд или ввод железнодорожных путей широкой колеи
–
5,0
Расстояние между параллельными проездами при проектировании следует принять минимум 24 м или другую величину, кратную шагу колонн. На плане ряды колонн нумеруются: горизонтальные помечают снизу вверх прописными буквами русского алфавита, вертикальные нумеруют слева направо арабскими цифрами начиная с единицы.
На планировке должны быть показаны:
• строительные элементы здания – колонны, стены, дверные проёмы;
• технологическое оборудование – металлообрабатывающие станки и рабочие места, другие виды оборудования;
• производственный инвентарь – верстаки, шкафы, складочные площадки для заготовок и готовых деталей;
• подъемно-транспортное оборудование - конвейеры, монорельсы, подъемники, краны;
• прочие элементы.
Оборудование поточной линии или участка механической обработки следует располагать вдоль пролета от одного проезда до другого. В плане участок будет занимать прямоугольник, длина которого равна расстоянию между проездами, ширина - результат отношения величины расчетной (ориентировочной) площади к длине участка.
Оборудование может быть размещено в один, два или более рядов, в зависимости от количества рабочих мест, габаритных размеров оборудования и расстояния между проездами. Располагаться оборудование в плане может вдоль, поперек или под углом к оси пролета. При расположении оборудования в несколько рядов, по условиям доставки заготовок и отправки готовых деталей, линия в плане может быть зигзаго- или П-образная. Общепринятым считается условие, когда на одном проезде располагаются места для складирования заготовок, а на другом, противоположном, собираются обработанные детали. Этот порядок соблюдается для всех участков, располагаемых в цехе.
Расположение оборудования поточной линии должно отвечать принципу прямоточности (передача обрабатываемых деталей между рабочими местами по кратчайшим расстояниям с наименьшими затратами труда и времени). Для этого станки располагают последовательно в соответствии с технологическими операциями. На участках механической обработки не допускается возвратное, кольцевое или петлеобразное движение деталей, создающее встречные потоки и затрудняющее осуществление транспортных операций. Кроме того, нужно предусмотреть: а) удобные подходы к рабочим местам; б) места необходимой площади для размещения деталей при образовании заделов; в) места для выполнения контрольных операций; г) места для проведения ремонта оборудования.
Для обозначения на планировке оборудования используют темплеты [ГОСТ 2.428-84].
Темплет – условное графическое обозначение технологического оборудования на планировке, как правило, вид сверху, предпочтительно в масштабе 1:100 или 1:50.
При выполнении курсового проекта темплет должен содержать:
· габаритные контуры оборудования в положении покоя'
· контуры подвижных частей оборудования, если при перемещении они выходят за пределы габаритных контуров в положении покоя;
· место обслуживающего персонала;
· обозначение технологического оборудования.
Пример исполнения темплета представлен на рисунке 2.
Каждая единица оборудования должна иметь свой номер, в спецификации допустимо объединять в одной строке несколько станков одного типа и модели
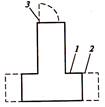
Рисунок 2 – Темплет
- габаритные контуры оборудования в положении покоя;
- контуры подвижных частей оборудования, движущихся в процессе выполнения работы,
- контуры крайних положений частей оборудования при техническом обслуживании и ремонте.
Таблица 5 – Минимальные расстояния между станками и элементами конструкции здания
|
К-во Просмотров: 565
Бесплатно скачать Дипломная работа: Проект поточной линии механической обработки детали Вал
|