Дипломная работа: Проектирование сталелитейного цеха
Определяется диаметр вписанного круга, определяющего узел питания отливки Ф 50 мм.
2. Согласно таб.24 (справочник Василевский)
d -толщина прибыли, Т - толщина питаемого узла.
d/T=1,8 т.е.
d=Т*1,8=50*1,8=90 мм
Протяженность прибыли при L=Д согласно таб.24 (справ. Василевский)
т.к протяженность питаемого узла расположена равномерно по всей окружности, т.е. L=Д то протяженность прибыли
L=31% от Д, т.е.370*3,14*31% = 348мм
Распределяем 2 прибыли по окружности для равномерного питания отливки металлом, т.е. длина одной прибыли будет 348: 2 = 174мм
2.4 Расчет нагружения опок
Изготовление отливок осуществляется на автоматической линии, поэтому расчет нагружения опок не осуществляем, т.к опоки скрепляются перед заливкой специальными скобами.
2.5 Расчет времени охлаждения отливки
Расчет времени снятия температуры перегрева:

n = 0,5 - показатель кривой охлаждения;
R = 14мм - средняя толщина стенки отливки;
bф = 1628 Вт*с0,5 / (м* °С) - теплоаккумулирующая способность формы;
ρж = 7150 кг/м2 - плотность жидкого металла;
сж = 838 Дж/ (кг* °С) - теплоемкость жидкого металла;
Тзал = 1983 К - температура заливки;
Тф. н = 293 К - начальная температура формы;
Тл = 1673 К - температура ликвидуса.

Расчет времени охлаждения отливки от температуры ликвидуса до температуры солидуса:
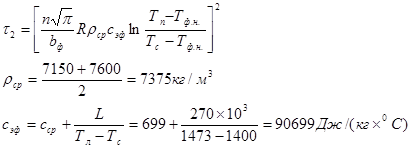
Тс =1620К - температура солидуса;
L=270*103 Дж/кг - удельная теплота кристаллизации сплава.