Дипломная работа: Разработка технологического процесса изготовления матрицы
Целью данного проекта является снижение трудоемкости изготовления матрицы путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения, инструментального производства.
Для достижения цели решаются следующие задачи:
1.Расширение, углубление, систематизация и закрепление теоретических знаний, и применение их для проектирования прогрессивных технологических процессов изготовления деталей, включая проектирование средств технологического оснащения.
2.Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы.
3.Овладение методикой теоретических исследований технологических процессов механосборочного производства.
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки.
1. Анализ исходных данных
Анализ служебного назначения детали
Задачей дипломного проекта является разработка технологического процесса изготовления детали «матрица». Матрица – это часть штампа для изготовления стальных заготовок методом пластического деформирования. Матрица предназначена для образования совместно с пуансоном полости требуемой конфигурации и силового воздействия на обрабатываемый материал. Штамп состоит из двух или более частей. Матрица – это неподвижная часть штампа. Когда матрица и пуансон соединены вместе, они образуют замкнутую полость определённой конфигурации, стенки которой воздействуют на обрабатываемый материал, пластически деформируют его и придают исходной заготовке из пластического материала требуемую форму. Таким образом, получается деталь или заготовка. Матрица работает в условиях высокой температуры, контактного напряжения и интенсивного трения скольжения. Точность поверхностей матрицы непосредственно влияет на точность получаемых изделий. Шероховатость поверхностей матрицы влияет на шероховатость получаемых поверхностей, поэтому к рабочим поверхностям матрицы предъявляются высокие требования по точности размеров, формы и взаимного расположения поверхностей, а также шероховатости поверхностей. Твёрдость матрицы должна быть значительно выше твёрдости обрабатываемого материала, чтобы обеспечить обрабатываемость и уменьшить износ. Поэтому, для изготовления матрицы выберем инструментальный материал – сталь 4Х5МФС с последующей объёмной закалкой.
Матрица (чертеж 06.М15.6 .10.000) в паре с пуансоном предназначена для изготовления штамповок фланца.
На рисунке 1.1 представлен эскиз матрицы, а в таблице 1.1 классификация ее поверхностей.
Эскиз матрицы
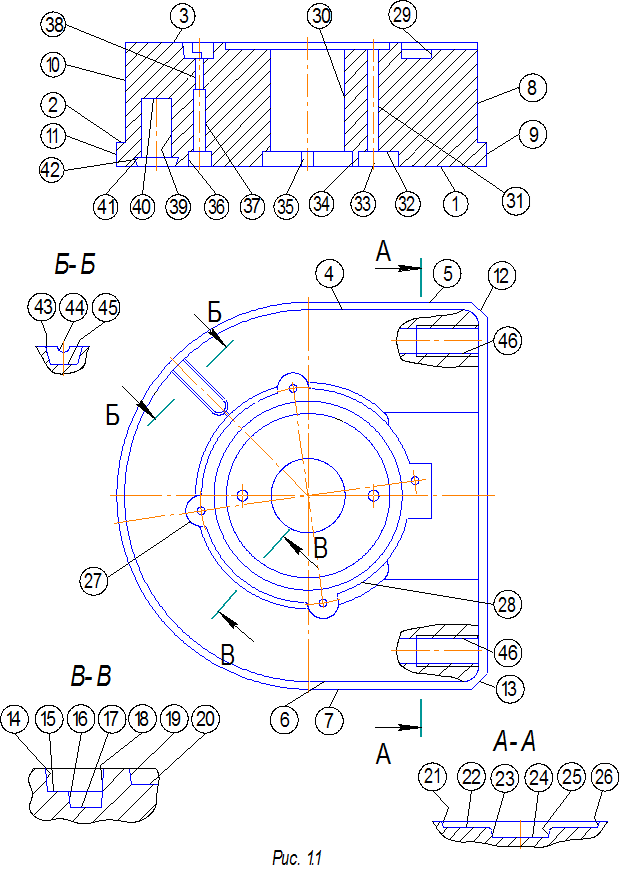
Таблица 1.1
Классификация поверхностей детали по служебному назначению
|
Вид поверхности |
Номера поверхностей |
|
Исполнительные поверхности |
14-29 |
|
Основные конструкторские базы |
1,30 |
|
Вспомогательные конструкторские базы |
2-4,6,8,10,31-39,41,42,46 |
|
Свободные поверхности |
7,9,10 |
Для изготовления данной матрицы применяется инструментальная сталь для штампов горячего деформирования 4Х5МФС. Химический состав стали, представлен в таблице 1.2.
Таблица 1.2
Химический состав стали 4Х5МФС
|
Содержание элементов, % | |||||||
|
С |
К-во Просмотров: 844
Бесплатно скачать Дипломная работа: Разработка технологического процесса изготовления матрицы
| ||||||