Дипломная работа: Разработка технологического процесса восстановления шины автомобиля ВАЗ 2108 в условиях ППП ООО "МТК"
2.1 Обоснование размера производственной партии
В стадии проектирования технологических процессов величину (x) производственной партии деталей определяют по формуле:
![]() (2.1)
(2.1)
где N- производственная программа изделий;
n - число деталей в изделии;
t - необходимый запас деталей в днях для обеспечения непрерывной сборки. Для мелких деталей, хранение которых возможно в контейнерах или другой таре t=2-3 дней Фдн - число рабочих дней в году. При нормальном режиме работы на АТП – Фдн = 253 дня.
![]()
![]() штук
штук
2.2 Выбор рационального способа восстановления
Для восстановления в учетных целях выбираем не менее трех дефектов из РК согласованные с руководителем проекта.
Из класса легких дефектов которые устраняются одной несложной операцией.
Из класса средних дефектов которые устраняются двумя, тремя несложными операциями или одной сложной.
Из класса сложных дефектов.
Дефекты:
1.сквозной прокол
2.износ протектора
Таблица 2.2 План технологических операций
| Дефекты | Способ устранения | № операции | Наименование операций и содержаний | Установочная база. |
| Сквозной прокол | Местный ремонт и вулканизация | 1 | Слесарные работы. Вулканизация | Относительно оси центра |
| Износ протектора | Наложение протекторной резины и вулканизация | 2 | Слесарные работы. Вулканизация | Относительно оси центра |
2.3 Выбор оборудования. Схема технологического процесса
Выбор оборудования.
Таблица 2.3 Оборудование шиномонтажного участка
| № п/п | Оборудование, приспособления, специальные инструменты | Модель тип | Краткая техническая характеристика | Принятое кол-во. | Площадь Место установки | Площадь м² |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Шиномонтажный стенд | ШС–305.105 |
d= 120м передвижной | 1 | 2,0*1,5 | 3,0 |
| 2 | Гайковерт | 2460-М | Передвижной | 2 | 0,75*0,5 | 0,35 |
| 3 | Электро-вулканизатор | Э380-В | Переносной | 2 | 0,4*0,75 | 0,3 |
| 4 | Проверочная ванна | Нестандартная | 1 | 2,0*0,6 | 0,12 | |
| 5 | Стеллажи (ящики) | Нестандартные | 3 | 1,5*0,5 | 0,75 | |
| 6 | Слесарный стол | Переносной | 1 | 1,5*1,0 | 1,0 | |
| 7 | Манометр | Переносной | 1 | 0,05*0,1 | 0,005 | |
| 8 | Компрессор | АС2600К | Передвижной | 1 | 1,0*2,0 | 2,0 |
| 9 | Домкрат | П-308 | Переносной | 2 | 0,1*0,15 | 0,015 |
| 10 | Шиномонтажный инструмент | 2 | 0,5*0,25 | 0,125 |
Общая площадь, занимаемого оборудования 3-4 (м).
Схема технологического процесса.
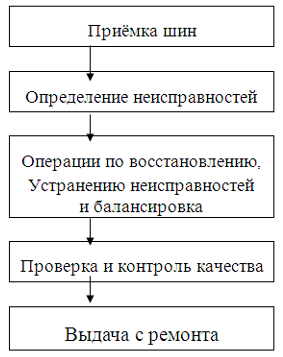
Рисунок 2.1 Схема технологического процесса по ремонту шины КАМАЗ-5320
2.4 Маршрутная карта
Маршрутная карта описывает технологическую последовательность операций, обеспечивающих снятие и последующий ремонт покрышки, и операции по обнаружению и устранению дефектов.
Данные операции предусматривают разборку колеса согласно тех. процесса. но в операционной карте будут описываться только операции, непосредственно по ремонту шины и восстановлению его протектора.