Дипломная работа: Створення мікропроцесорної системи для багатоканального інформаційного табло
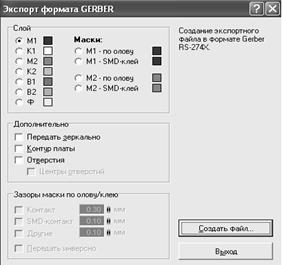
Рисунок 12 Створення експортного файлу в форматі Gerber
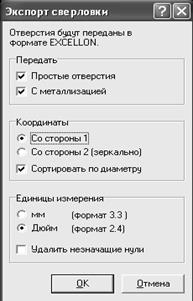
Рисунок 13 Налаштування плати для виготовлення на професійному рівні
Після ознайомлення з програмним забезпеченням програми Sprint-Layout була створена схема, яка зображена на рисунку 14.
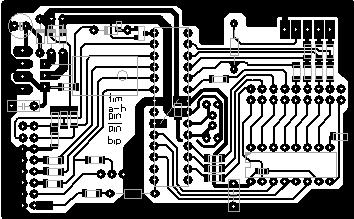
Рисунок 14 Монтажна плата схеми годинника
Далі схема була роздрукована за допомогою лазерного принтера на фотобумазі. Для кращого перенесення рисунку схеми на стеклотекстоліт необхідно було мідну сторону плати зачистити ти знежирити. Наступним етапом було перенесення рисунка схеми на монтажну плату. За допомогою нагрівання було переведено рисунок з бумаги на монтажну плату.
Перед початком витравлення плати необхідно зробити отвори відповідно до розмітки елементів на схемі, так як після витравлення ця процедура буде недоречна через можливість псування плати.
Для отримання кінцевого результату монтажної плати годинника необхідно витравити схему. Є декілька способів витравки: перший – це за допомогою мідного купоросу, другий – за допомогою хлорного заліза. Використовувати мідний купорос краще новачкам у витравці. До переваг мідного купоросу можна віднести те, що він доступний для покупки, а до недоліків можна віднести лише те, що час витравлення схеми займає чимало часу, завдяки цього недоліку його використовують при перших витравленнях плат. При використанні хлорного заліза також є свої переваги та недоліки. Хлорне залізо навпаки важче знайти але при витравленні схеми займає мало часу. Саме заради економії часу було використано хлорне залізо. Після витравлення схеми необхідно знову зачистити плату для зняття наліту, який залишився після витравлення схеми, та для нанесення флюсу.
Флюс – це допоміжний матеріал, який призначений для видалення оксидної плівки з плати, що піддається пайці та забезпечує добре змочування поверхні деталі рідким припоєм. Самий розповсюджений вид флюсу це каніфоль – продукт переробки соснової смоли. Її неважко знайти в будь-якому господарчому магазині, вона використовується для пайки деталі із міді та мідних сплавів. Недоліків у неї як у флюсу багато. При пайці з каніфолю утворюється багато диму. На платі після пайки залишаються патьоки розплавленої каніфолі, які потім доводиться стирати, використовуючи спирт або бензин. Також іноді користуються паяльною кислотою. Її використання доцільно тільки тоді, коли необхідно паяти залізо. Після пайки деталі обов’язково потрібно промивати великою кількості води та ретельно сушити, інакше залишки кислоти можуть привести до корозії та руйнування паяних деталей та руйнування електричного контакту. Якщо під рукою відсутня паяльна кислота, але потрібно швидко облужити та припаяти залізну, або дуже сильно окислившу мідну, або латунну деталь, то в такому випадку може врятувати таблетка аспірину – це ацитилісаліцилова кислота, яка в багатьох випадках з успіхом може замінити хлорний цинк.
Для пайки електронних схем краще всього використовувати рідкий флюс. Простий рідкий флюс можна виготовити розтворивши каніфоль в спирті. На 10 частин спирту береться 1 частина каніфолю (по вазі). Декілька крапель такого флюсу наноситься безпосередньо перед пайкою на з’єднувальні деталі та проводиться пайка. Залишки флюсу стираються спиртом.
2.1.2 Опис монтажних робіт
Після витравлення плати можна почати до монтажу елементів. Потрібно також звернути увагу що крім звичайних елементів на схемі використовуються також SMD (surfacemountdevices) компоненти.
В даний час більше 50 % електронних компонентів, використовуваних в приладах промислової та побутової електроніки, являються SMD елементи і їх відсоток збільшується. Експертні оцінки говорять, що в найближчі 5 років становитиме 75 – 80 % всіх елементів.
SMD – елементи становляться все менші, при цьому, покращують таку характеристику приладів, як підвищену щільність монтажу. В той же час, SMD – елементи, через свої мініатюрні розміри, не дозволяють наносити на корпус типономінал (повне найменування) пристрою, відповідно фірмової назви, подібно стандартним полупровідним приладам. Тому виробник маркує SMD – елементи спеціальним кодом (SMD – кодом), який може містити один або декілька випадкових символів (букви, цифри, графічні символи). Система кодування являється повністю випадковою, що не відповідає жодним стандартам. Необхідно також прийняти до уваги, що колір та поряд розміщення алфавітно-цифрових або графічних символів на корпусі також має значення [3].
Для монтажу елементів на схеми можна використовувати декілька типів паяльників. Вибір паяльника залежить від того, які деталі будуть паятися. Найчастіше в побуті постає завдання збільшити довжину кабелю, припаяти роз’єми до антени або акустичного кабелю або до мережевого роз’єму, спаяти неважку схему із звичайних деталей. Для всіх цих робіт буде достатньо звичайного паяльника при напрузі 220 В та потужністю 25-40 Вт (рисунок 15).

Рисунок 15 Звичайний паяльник при напрузі 220 В та потужністю 25-40 Вт.
Переваги такого паяльника – доступна ціна. Його можна купити за 30 – 50 гривнів практичну у будь-якому господарчому магазині. Недоліки – немає можливості регулювання температури, жало перегрівається, окиснюється та обгорає, тому його постійно доводиться чистити та періодично заточувати. В наслідок термін використання такого паяльника невеликий.
При професіональному паяні можливо використовувати паяльні станції. Переваги над звичайним паяльником очевидні. По перше в паяльних станціях використовуються низьковольтні паяльники, які підключені до мережі через понизуючий трансформатор. Який різко зменшує наводку яка виникає на жалі паяльника і практично зводить на нуль ризик пошкодження статичним електричеством чутєвих деталей. По друге, паяльні станції мають систему регулювання та підтримки температури жала на певному рівні. Такий паяльник неперегріє деталі або плату. Жало такий паяльників, як правило, покривають спеціальним захисним шаром, який запобігає його окиснення та сетєво збільшує термір використання паяльника.
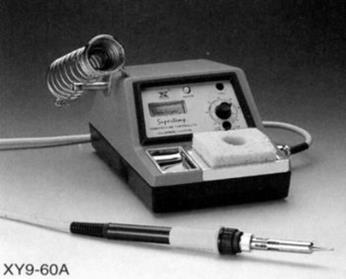
Рисунок 16 Звичайна паяльна станція
Взглянувши на сучасну плату (наприклад на материнську плату комп’ютера). Перше, що кинеться в очі – велика кількість малих деталей припаяних безпосередньо на поверхність плати. Зараз майже скрізь використовується так званий поверхневий монтаж елементів. Інші назви поверхневого монтажу: наплатний, планарний, SMD – монтаж. Компоненти, які використовуються для поверхневого монтажу, називаються SMD – елементи (рисунок 17).
Рисунок 17 Плата з вмонтованими SMD – елементами
Для ремонту таких плат або виготовлення власних схем по такій технології застосовують так звані "Термоповітряні паяльні станції". Принцип роботи такого паяльника аналогічний роботі звичайного фена для сушіння волосся. Різниця лише в температурі повітря який виходить з кінця фена. Такі паяльні станції дозволяють регулювати температуру повітря на виході від 100 до 450 – 500о С, також є можливість регулювання потоку повітря. Зараз отримали розповсюдження комбіновані паяльні станції, де в одному корпусі розміщується як термоповітряний паяльник так і звичайний який зображений на рисунку 18. Такий паяльний пристрій дозволяє проводити ремонт практично будь-якої електронної схеми з будь-яким типом використовуваних елементів. Ціни також достатньо доступні. Таку паяльну станцію початкового рівня можна придбати від 800 до 2000 гривнів.
Для побудови нашої схеми ми використовували звичайний паяльник, так як для виготовлення однієї схеми неварто витрачати кошти на придбання паяльних станцій. Якщо планується постійне виготовлення або ремонт плат тоді варто придбати станцію, для виконання якісних та швидких робіт.
