Дипломная работа: Технологический процесс изготовления шпинделя 4-хшпиндельной комбинированной головки
2.1 Анализ процесса нарезания зубьев фрезами с различными схемами резания
Червячные фрезы с вершинонагруженной и прогрессивными схемами резания имеют высокую стойкость по сравнению со стойкостью стандартной фрезы. Но нельзя считать основным условием целесообразности применения фрез с той или иной схемой только повышенную стойкость или скорость резания. Нужно учитывать совокупность факторов, влияющих на производительность. Машинное время и производительность при зубофрезеровнаии зависят как от скорости резания, так и от подачи. Но выбор подачи ограничивается требуемой шероховатостью поверхности профиля зубьев, а при нарезании под дальнейшую обработку: чистовое фрезерование или шлифование также и жесткостью системы СПИД.
Если при работе червячных фрез с новыми схемами резания возникают большие усилия, чем силы у стандартных фрез, то при одинаково допустимой нагрузке на станок придется работать со значительно меньшими подачами, и может оказаться нецелесообразным применение таких фрез. Если же наблюдается обратная картина, то применение фрез с новыми схемами резания оправдано не только высокой стойкостью, но и возможностью работать с повышенными подачами. Таким образом, для того чтобы оценить эффективность применения червячных фрез с той или иной схемой, необходимо, кроме стойкостных зависимостей знать силы резания.
Силовые закономерности нужны и для оценки влияния схемы резания на точность обрабатываемых зубьев, ибо такой параметр нормы плавности зацепления, как погрешность профиля зависит в значительной мере от величины колебания силы резания за один оборот фрезы. Кроме того, под действие силы резания происходит изгиб оправки, на которой крепится деталь, и опрокидывание всего стола, что вызывает погрешность направления зуба.
Червячные фрезы с прогрессивной схемой резания предназначены для зубофрезерования под дальнейшую обработку и не могут служить финишной операцией. Точность зубьев после чистовой обработки зависит от точности, достигнутой на предварительной операции. Погрешность зубьев, нарезанных на зубофрезерных станках, зависит от ряда факторов: погрешности заготовки и ее базирования относительно оси стола станка, погрешности червячной фрезы, станка и жесткости системы СПИД. Последняя оказывает значительное влияние на точность профиля зуба.
Проведённые исследования [4] показывают, что при зубодолблении колес на станке 514 до 75% погрешность колебания профиля на одном зубе колеса образуется только за счет отжатия заготовки от долбяка под действие переменной силы резания. То же происходит и при зубофрезеровании. Под действием переменной силы за оборот фрезы изменяется “межосевое расстояние” фреза – заготовка, происходит рассогласование вращения фрезы и заготовки, что вызывает радиальное биение нарезаемого колеса и погрешность профиля зуба. Чем больше колебание силы, тем больше погрешность.
При работе фрез с прогрессивной схемой резания колебание силы резания меньше, чем при фрезеровании стандартными фрезами, что должно благоприятно сказываться на точности профиля нарезаемых зубьев. Но это было бы так, если бы в оформлении профиля зуба участвовало такое же число режущих кромок, как и при работе стандартной фрезы. В действительности же число профилирующих резцов при обработке фрезой с прогрессивной схемой уменьшается в 2 раза, что приводит к большей величине огранки.
В связи с выше указанными причинами, требуется установить, какой из двух факторов окажет превалирующее влияние на погрешность профиля зубьев. Необходимо также установить, не вызовет ли применение фрез с прогрессивной схемой увеличение припуска на последующую обработку.
При зубофрезеровании на поверхности зубьев возникают неровности: волнистость hв – в результате перемещения фрезы вдоль оси заготовки на величину подачи; огранка hог – в связи с прерывистостью огибания эвольвентного профиля зуба детали режущими кромка фрезы: риски и надрывы hш – как следствие работы нароста и деформации поверхностного слоя. Общая высота неровностей:
hоб = hв + hог + hш (2.1)
Часть припуска на толщину зуба, оставляемого под последующую обработку составляет 2hоб . В связи с применением червячных фрез с вершинонагруженной и прогрессивной схемами резания невольно возникает вопрос о величине hоб , не будет ли она боль, чем при зубофрезеровании стандартными фрезами, и не повлечет ли применение фрез с новыми схемами к увеличению припуска на дальнейшую обработку.
Рассмотрим влияние схемы резания на каждое слагаемое выражения (2.1).
Огранка вызывает погрешность профиля. Влияние схемы резания на погрешность профиля рассмотрено в [5] и установлено, что, несмотря на увеличение значения огранки при работе фрез с прогрессивной схемой, суммарная погрешность профиля меньше, чем при работе стандартными фрезами. Волнистость в основном зависит от диаметра фрезы и подачи, и схема резания не влияет на ее величину.
Влияние на микрогеометрию обработанной поверхности происходит за счет резания фрезами, зубья которой чередуются через один, срезают слои удвоенной толщины. Увеличение толщины среза, особенно в зоне низких скоростей резания, обычных для процесса зубофрезерования, вызывает образование нароста и, следовательно ухудшает микрогеометрию обработанной поверхности. Микронеровности возникают также и в результате надрывов, вызванных растягивающими напряжениями в поверхностном слое детали. Пластическая деформация при работе фрез с прогрессивной схемой резания должна быть значительно меньше, и это благополучно скажется на шероховатости поверхности. При зубофрезерова-нии в результате переменности силы резания возникают вибрации, которые оказывают вредное влияние на параметры шероховатости. Применение фрез с прогрессивной схемой резания, где колебание сил меньше, чем при работе стандартных, также должно привести к снижению высоты микронеров-ностей.
После проведения экспериментальных исследований [5] по изучению влияния схемы резания на величину шероховатости обработанных поверхностей при черновом зубофрезеровании. Из анализа экспериментальных данных можно сделать следующие выводы.
1. Высота неровностей профиля зубьев, нарезанных червячными фрезами со всеми схемами резания, значительна и колеблется в пределах 10…30мкм, что соответствует 11–13 квалитету.
2. С увеличением высоты зуба шлица высота микронеровностей быстро растет. Такая закономерность наблюдается при работе фрезами со всеми схемами резания как со встречной, так и при попутной подачами. Объясняется это тем, что с увеличением высоты зуба профилирующие зубья фрез срезают более толстые слои. Толщина возрастает пропорционально модулю. Рост толщины приводит к увеличению нароста и увеличению микронеровностей.
Большое влияние на шероховатость поверхности оказывают вибрации, возникающие при резании. Увеличение модуля нарезаемого колеса приводит к значительному повышению силы резания и амплитуды её колебания. Последняя вызывает большую вибрацию и высоту микронеровностей.
3. Подача незначительно влияет на высоту микронеровностей, т.к подача не влияет на толщину слоев, срезаемых боковыми кромками профилирующих зубьев. Поэтому условия образования нароста будут почти одинаковыми как при работе с малыми подачами, так и со сравнительно большими, и только повышенная вибрация, вызванная изменением силы резания, несколько увеличивает высоту микронеровностей.
4. Высота микронеровностей почти не зависит от схемы резания. Величина микронеровностей поверхности зубьев, нарезанных фрезами с прогрессивной схемой, не больше, чем стандартными, что объясняется во-первых лучшими условиями стружкообразования, во-вторых, меньшим значением амплитуды колебания силы резания и, следовательно, меньшими вибрациями, возникающими при работе фрез с прогрессивной схемой резания.
5. Величина микронеровностей при попутном фрезеровании значительно меньше, чем при встречном. Это действительно для всех схем резания. При работе фрез с прогрессивной схемой уменьшение высоты шероховатости с изменением направления подачи не так велико. Эти закономерности можно объяснить следующими причинами:
а) при попутном фрезеровании зубья фрез со всеми схемами резания срезают более тонкие слои, чем при встречном; следовательно, нарост будет меньше и шероховатость поверхности ниже;
б) при работе со встречной подачей большая часть зубьев стандартных фрез срезает П-образные стружки, а с попутной – Г-образные; при резании двух боковых и вершинной кромок резца срезаемые слои деформируются значительно сильнее, чем при работе только боковой и вершинной кромкой (рис. 2.1, 2.2) в связи с меньшей степенью пластической деформации слоев, срезаемых при попутном фрезеровании, нарост должен быть меньше; при работе фрез с прогрессивной схемой резания как со встречной, так и при попутной подачами резание сходно со свободным, и направление подачи не оказывает такого влияния на деформацию срезаемых слоев, как при зубонарезании стандартными фрезами; поэтому направление подачи больше влияет на высоту микронеровностей при резании стандартными фрезами, чем фрезами с прогрессивной схемой.
в) рост ширины срезаемого слоя по-разному влияет на интенсивность их деформации при образовании Г- и П-образных стружек; при образовании Г-образных с ростом ширины слоя, срезаемого боковой кромкой, деформация слоя снижается (рис. 2.1), при образовании О-образных стружек деформация слоев, срезаемых боковыми кромками, наоборот повышается (рис.2.2); поэтому с увеличение высоты обрабатываемого зуба детали, нарезанных стандартными фрезами, направление подачи оказывает более сильное влияние на высоту микронеровностей; такая закономерность отсутствует при работе фрез с прогрессивной схемой резания, т.к. кромки их зубьев как при встречной, так и при попутной подаче работают в одинаковых условиях, близких к свободному резанию.
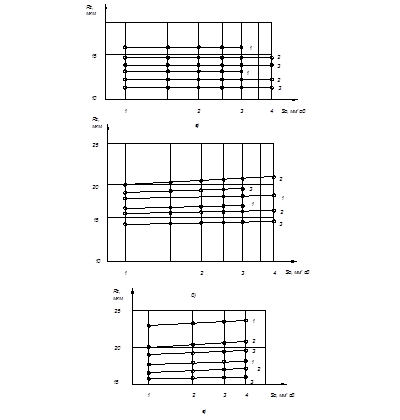
Рис.2.1 Зависимость высоты неровностей профиля Rzот подачи и высоты нарезаемого шлица при черновом фрезеровании
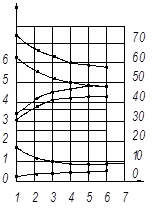
Рис.2.2. Кривые распределения интенсивность деформации слоев, срезаемых боковой и вершинной кромками режущего инструмента
6. Для снижения припуска на последующую обработку черновое фрезерование следует вести с попутной подачей. Последнее особенно целесообразно при нарезании зубьев со значительной высотой стандартными фрезами.