Дипломная работа: Туннельная печь обжига кирпича ОАО Ивановский завод керамических изделий
Переход из пиропластичного состояния в твердое (хрупкое). Резкие структурные изменения. Возникновение максимальных напряжений с возможностью образования трещин
675
Переход b-2СаО×SiO2 с увеличением в объеме на 10%
573
Переход a-кварца в b-кварц с увеличением в объеме на 0,82%
270-180
Переход a-кристобалита в b-кристобалит с уменьшением в объеме на 2,8%
Вследствие этого процессы, указанные в табл. 1.1, протекают в обжигаемом изделии не последовательно друг за другом, а одновременно, накладываясь во времени. В восстановительной среде температуры плавления, начала и конца спекания существенно понижаются, иногда на 100-1500 С; особенно это характерно для глин с большим содержанием железистых окислов. По исследованиям М.Г. Лундиной, трещиностойкость изделий из легкоплавких глин в процессе обжига понижается с увеличением, содержания в глине монтмориллонитовых минералов, глинозема, частиц величиной менее 1 мк (особенно при их количестве более 35-40%) и при повышении числа пластичности более 20.
Коренные изменения в минеральном фазовом составе черепка отмечались лишь при достижении температур 800-9000 С. Трещинообразование при нагревании наступает лишь в период интенсивной усадки. Обжиг абсолютно сухого сырца до температуры 8000 С может производиться с интенсивностью до 300 град/ч. Скоростной обжиг возможен при влажности сырца не более 5%. При этом необходимо иметь в виду, что пересушенный сырец является хрупким и его механические повреждения (видимые и невидимые) возможны до обжига при его транспортировании и садке в печь.
К.А. Нохратян и З.А. Смолякова [4], исследуя процесс охлаждения кирпича, установили наличие “опасного” температурного интервала в области 500-6000 С, вызванного полиморфным превращением кварца. При быстром охлаждении кирпича в указанном интервале температур происходит изменение структуры, сопровождающееся общим разрыхлением черепка, повышением его водопоглащения и снижением прочностных показателей. В связи с этим указанные авторы рекомендуют вести процесс охлаждения по трехступенчатому режиму:
1) форсированное охлаждение от конечной температуры обжига до 6000 С;
2) медленное охлаждение в интервале температур 500-6000 С;
3) форсированное охлаждение до температуры выгрузки. Общая длительность может быть при этом значительно снижена по сравнению с одноступенчатым режимом при существенном улучшении качества кирпича.
2.2 Описание конструкции и работы туннельной печи
Для обжига керамического кирпича на ООИ «Взаимопомощь» установлены 2 туннельные печи. Туннельная печь для обжига керамических изделий имеет вагонеточный состав, передвигающийся вдоль туннеля с помощью толкателя. Внутри туннеля проложен рельсовый путь. Каждая вагонетка, пройдя всю длину туннеля, выдается из печи с другого конца при очередном проталкивании. Таким образом, создается непрерывное перемещение вагонеток в печи, постепенный подогрев, обжиг и охлаждение изделий, находящихся на поду вагонетки. Туннельная печь длиной 62 м и шириной 2 м имеет 3 зоны.
Форкамера служит для уменьшения газообмена с окружающей средой при загрузке вагонеток в печь.
Основное назначение зоны подогрева – окончательное удаление влаги из сырца и равномерный прогрев садки до температуры 6000 С. Подогрев и сушка производятся отходящими из зоны обжига продуктами горения.
В зоне обжига сжигается топливо в специальных горелочных устройствах. Сырец нагревается до температуры 9800 С, при этом завершаются все процессы, связанные с формированием черепка. Воздух, поступающий для сжигания топлива, предварительно подогревается в зоне охлаждения. Горение топлива происходит в разрывах между садками кирпича на вагонетках. С каждой стороны печи установлено по семь горелок, топливо – природный газ.
В зоне охлаждения происходит остывание кирпича до температуры 3000 С перед выдачей вагонеток из печи, также происходит отбор нагретого воздуха для подачи его в сушилку. В этой зоне охлаждается также и футеровка вагонеток, нагретая до высоких температур. Изделия и футеровка вагонеток охлаждаются холодным воздухом, подаваемым в печь сверху и сбоку через несколько каналов, расположенных по длине зоны охлаждения ближе к выходному каналу печи.
Печь работает по принципу противотока, то есть газы и воздух движутся навстречу вагонеткам с обжигаемыми изделиями. Движение газовых и воздушных потоков осуществляется системой вентиляторов.
В зоне подогрева предусмотрена установка циркуляционных вентиляторов для интенсивного перемешивания газовых потоков с целью максимального усреднения газовой среды, то есть ликвидации расслоения ее и уменьшения перепада температур по сечению канала. В зоне подогрева также производится отбор дымовых газов.
Печь выполняется из стандартного красного кирпича, зона обжига изнутри футеруется шамотным кирпичом. Свод печи выполняется из красного кирпича и засыпки шлаком.
|
|
|
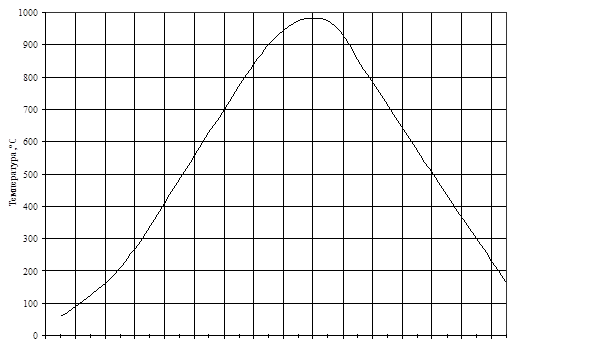
Рис. 1.2. Кривая обжига кирпича в печи
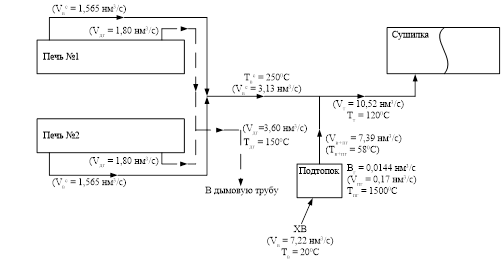
Рис. 1. . Схема движения потоков:
- горячего воздуха от печи к сушилу с параметрами ![]() и
и ![]() ;
;
- продуктов сгорания в дымовую трубу с параметрами ![]() и
и ![]() ;
;