Дипломная работа: Удосконалення технології виробництва товстолистової сталі в умовах стану 2250 ВАТ "АМК" з метою підвищення якості
Низьколегована сталь підвищеної
міцності
З таблиці 2.3 виходить, що сортамент стану змінився у бік зменшення товщини листа на 5,2% (4-6 мм), збільшення кількості прокатаних листів максимальної ширини на 3,7% (2000 мм) і збільшення об'єму виробництва сталей підвищеної міцності на 2,82%, що відповідає підвищенню складності сортаменту на 11,72%.
Аналіз стійкості робочих валів кліті Дуо 2250, що експлуатувалися в період з січня по липень 2006 року, показує, що стійкість валів за кампанію нижче за норми, передбачені ТІ (10 000т), в 25 з 29 випадках (86,8%). Середня стійкість валів 7363 т. Стійкість валів, введених в експлуатацію з серпня 2002 по грудня 2004 року нижче за норму в 12 випадках з 34 (35,3%), з середньою стійкістю 10485 т. Таким чином, в даний час середня стійкість знизилася на 29,7%, що викликане перерахованими вище причинами.
Дослідження, проведені за період з травня 2005 по березень 2007 року, показали, що середня стійкість валів щодо періоду з серпня 2002 по грудень 2004 року знизилася на 10,9%. Таким чином, в нашому випадку спостерігається подальше зниження стійкості.
На зниження середньої стійкості вплинула також поломка нижнього валу діаметром 938 мм 22.04.06 (термоізлом), тоді за компанію прокатали всього 1607 т.
На збільшення середньої стійкості вплинуло використовування дослідницької пари валів із зміненою профілізацією. З метою зниження передчасного вироблення і перевалювань кліті Дуо був підготовлений проект дослідницької профілізації валів, згідно технологічному завданню, із збільшенням опуклості бочки валу на величину, застерігаючи передчасний знос до 1,5 мм замість 1,0 мм по ТІ. Дослідницька профілізація випробувана на валах №46 і №48 з 1.07 06 по 17.07.06. При цьому прокатали 13 100 т (330 годин). Перевалювання провели в ППР. Поверхня валів з рівномірною сіткою розпалу в кінці кампанії не впливала на погіршення якості підкату, що передається на кліть Кварто. Було проведено дослідження валів на знос. Вироблення визначали шляхом виміру діаметра валу пасометром через 100 мм. За наслідками вимірів встановлено, що верхній вал по обох профілізаціях зношений до однакових розмірів, за рахунок вживання більшої опуклості (на 0,5 мм) на дослідницьких валах. Проте нижній вал фактично не зношений. З приводної сторони нижнього валу на відстані до 100 мм від торця бочки виявлений незначний знос (0,5 мм).
Аналіз стійкості процесу прокатки на кліті Кварто тонких і широких листів (5×2000×6000 мм) показав, що при прокатці на валах з дослідницькою профілізацією до 1500 тонн, спостерігається нестійка задача розкату у вали кліті Кварто, що привело до отримання браку по «забуртовці» в кількості 0,9 т. При плануванні виробництва тонких і широких листів не врахований чинник підробки валів під складний сортамент. При такій профілізації валів прокатка тонких і широких листів можлива тільки після прокатки на валах більше 5000 т листів простого сортаменту.
Для уніфікації профілізації з метою розширення сортаменту на початку кампанії запропоновано удосконалити дослідницьку профілізацію із зміною опуклості робочого валу з 1,5 мм до 1,25 мм, що дозволить запобігти «забуртовки» розкатів на чистовій кліті Кварто. Пропонована профілізація показана на малюнку 2.1.
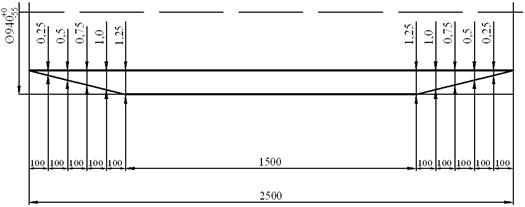
Рисунок 2.1 – Профілізація робочого валу кліті Дуо
2. 3 Визначення прогинання і різнотовщин н ості
Сумарне прогинання валу, необхідне для попереднього розрахунку профілю його бочки, рівне:
![]() ,
,
де ![]() та
та ![]() – складові прогинання при дії згинаючих моментів і поперечних сил.
– складові прогинання при дії згинаючих моментів і поперечних сил.
Ці величини визначаються по теоремі Кастільяно:
 (2.1)
(2.1)
![]() (2.2)
(2.2)
де Р – повний тиск металу на вали;
Е і G – модулі пружності при розтягуванні і зсуві;
L – довжина бочки валу, мм;
D – діаметр бочки валу, мм;
l – довжина шийки валу, мм;
а – відстань між осями натискних гвинтів, мм;
b – ширина листа, мм.
Якщо ширина листа близька до довжини бочки валу, то, спрощуючи рівняння (2.1) і (2.2), одержимо![]() :
:

 (2.3)
(2.3)
![]() (2.4)
(2.4)
На максимальне прогинання валу двохвалкової кліті посередині бочки з достатнім ступенем точності можна визначити і по спрощеній формулі:
 (2.5)
(2.5)