Дипломная работа: Усовершенствование технологического процесса механической обработки детали "Стакан"
Для формообразования поверхностей деталей применяется режущий инструмент: фрезы, сверла, зенкеры, развертки, шлифовальные круги. Прогрессивный, оснащенный твердым сплавом и быстрорезом инструмент обеспечивает рациональные режимы резания; также используется специальный режущий инструмент.
2.3.4 Анализ средств измерения
Для контроля точности обработанных поверхностей используются различные средства измерения, как гостированные, так и специальные. Преобладают специальные средства измерения, что сказывается на трудоемкости изготовления детали.
Вывод: комплект технологической документации оформлен не в соответствии с требованиями ЕСТД, технологический процесс разработан на основе дифференциации операций. Технологическая оснастка с низкой степенью механизации, оборудование морально устаревшее; наличие слесарных операций и переходов говорит о том, что режимы резания назначены нерационально. В целом, технологический процесс обеспечивает требования заложенные конструктором, заданную точность и качество поверхностей.
Предложение на усовершенствование
Привести в соответствие с требованиями ЕСТД чертеж детали, а также конструкторско-технологическую документацию.
Трудоемкость изготовления можно уменьшить за счет объединения фрезерных операций, сокращения слесарных, и замены шлифовальных операций мелкозубым фрезерованием.
2.4 Разработка проектного технологического процесса
Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать производительность труда и качество детали, сократить трудовые и материальные затраты на его реализацию, уменьшить вредные воздействия на окружающую среду.
Технологический процесс разрабатывается на основе имеющегося технологического процесса, анализа конструкторского чертежа и технологических требований, регламентирующих точность, параметр шероховатости поверхности и другие требования качества.
При разработке технологического процесса большое значение имеет выбор базовых поверхностей.
2.4.1 Обоснование выбора баз
Особенно важно выбрать базу при выполнении первой операции. При выборе черновых базовых поверхностей следует руководствоваться следующими правилами:
- черновая базовая поверхность должна обеспечивать устойчивое положение детали в приспособлении;
- если у детали обрабатываются не все поверхности, то за черновые базы принимаются эти не обрабатываемые поверхности;
- у тех деталей, все поверхности которых подлежат обработке, за черновые базы принимаются поверхности с минимальным припуском;
- после выполнения первой операции черновая база должна быть заменена на чистовую.
В усовершенствованном технологическом процессе за черновую базовую поверхность принята нижняя плоскость заготовки, а за дополнительную – боковые плоскости; потому что обработка ведется в перекладку, одновременно подготавливается чистовая базовая поверхность. Такая схема базирования лишает ее шести степеней свободы.
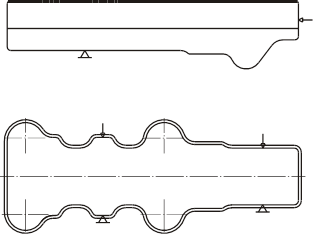
Рис. 1. Схема базирования на 1й операции.
При выборе чистовых базовых поверхностей следует руководствоваться следующими правилами:
- за чистовые базы принимаются основные поверхности баз, от которых заданы основные размеры до других обрабатываемых поверхностей;
- необходимо использовать принцип совмещения баз, т.е. в качестве установочной базы брать поверхность, которая является измерительной базой:
- необходимо использовать принцип постоянства баз, т.е. в ходе обработки на всех основных операциях в качестве установочных баз принимать одни и те же поверхности.
Чистовая база должна быть выбрана так, чтобы в процессе обработки детали не было недопустимых деформаций от усилий резания и зажима;
выбранная чистовая база должна обеспечивать простую и надежную конструкцию приспособления с удобной установкой, креплением и снятием обрабатываемой детали.
Схема базирования по всем операциям приведена в комплекте технологических документов.
2.4.2 Выбор технологического оборудования и технологической оснастки.
2.4.2.1 Выбор оборудования