Дипломная работа: Взрывное формообразование трубчатых деталей
Если электроды соединены проволочкой [51], то при разряде компенсаторов вследствие большой мощности выделяемой энергии «взрывается» проволочка, по которой проходит ток в несколько тысяч ампер, и превращается в пар за время, исчисляемое микросекундами. При этом вдоль оси проволоки возникает газовый канал с огромным давлением, обуславливающим мгновенное расширение паров и возникновение мощной ударной волны, которая аналогична волне, возникающей при подрыве заряда линейной формы. Взрывающаяся проволочка дает возможность управлять направлением и формой ударной волны. Применение инициаторов разряда в виде проволочки (из алюминия, вольфрама, танталя, плотия и других металлов) позволяет, кроме того, в несколько раз уменьшить рабочие напряжения [52]. Но следует заметить, что подключение проволочки к электродам удлиняет рабочий цикл.
При изготовлении деталей из листовых материалов получили распространение прессы для электрогидравлической штамповки, разработанные НИАТ [53]. На рисунке 8 представлены прессы и установки различной мощности, наиболее широко используемые в авиационной промышленности.
С целью дальнейшей интенсификации процесса электрогидравлической штамповки [54] проведены работы по штамповке с нагревом. На рисунке 9 представлена схема технологического блока пресса ПЭГ – 60 модернизированного для штамповки с нагревом [Р5]. разрядная камера 1 с установленным электродом 2 отделена от заготовки 9 резиновой диафрагмой 3, прижимным кольцом 13 с вмонтированным в него теплоизоляционным слоем 4 и теплоизоляционной прокладкой 14. Матрица 7, установленная на столе пресса 8, имеет съемное кольцо 12, в котором смонтирована спираль для нагрева 10, изолируемая от корпуса матрицы кольцом 6.
Съемное кольцо с целью исключения теплопотерь защищено теплоизоляционным слоем 5, помещенным в кожухе 11. Проведенная работа по штамповке с нагревом, особенно таких титановых труднодеформируемых сплавов как ВТ – 20, показана большие возможности расширения области использования электрогидравлической штамповки.
Требования к технологической оснастке при электрогидравлической штамповке примерно такие же, как и при штамповке взрывом. Для крупносерийного производства или для штамповки деталей с калибровкой, матрицы и другие элементы установок должны быть выполнены из прочных сталей. Для опытного и мелкосерийного производства можно применять более дешевые и легко обрабатываемые материалы.
Главными недостатками электрогидроимпульсной штамповки являются ограниченная энергоемкость установки, невысокая стойкость электродов, большое рассеивание энергии ударной волны.
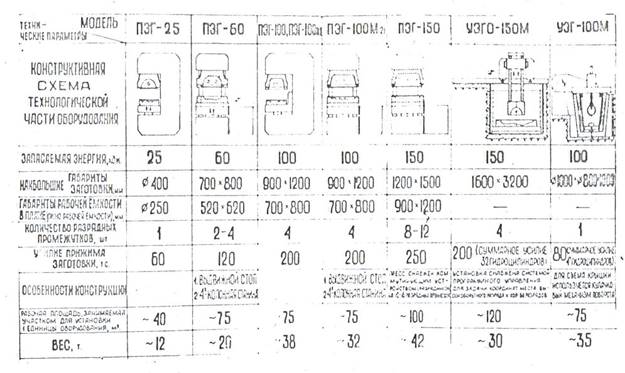
Рис. 8. Прессы и установки для электрогидравлической штамповки листовых деталей летательных аппаратов и их двигателей.
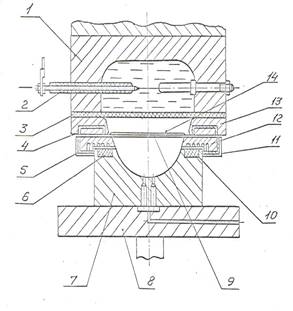
Рис. 9. Схема технологического блока пресса ПЭГ – 60, модернизированного для электрогидравлической штамповки с нагревом.
Электросхема установок для электромагнитной штамповки аналогична электросхеме установок для электрогидравлической штамповки, однако, принцип преобразования электрической энергии, накопленной в конденсаторах, в необходимую для штамповки механическую энергию отличается. Электромагнитная штамповка основана на преобразовании электрической энергии в механическую за счет импульсного разряда конденсаторов через соленоид, вокруг которого при этом возникает магнитное поле высокой мощности, наводящее вихревые токи в трубчатой или листовой токопроводящее заготовке. взаимодействие вихревых токов с магнитным полем создает механические силы, которые производят деформирование заготовки по пуансону или матрице. На рис. 10 – 13 приведены схемы формоизменения с помощью импульсных магнитных полей [43, 56÷65, 185÷191].
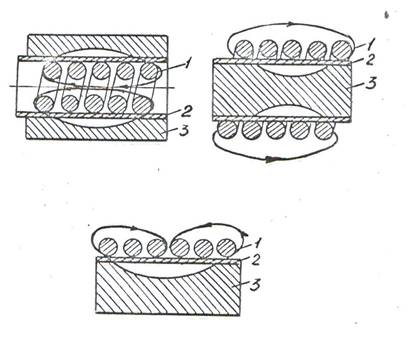
Рис. 10. Основные схемы магнитно-импульсного формоизменения.
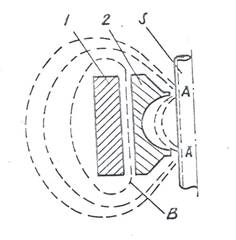
Рис. 11. Концентрация магнитного потока в двух зонах АА круглой заготовки:
1 – индуктор;
2 – конденсатор;
3 – заготовка.
Применяемые для электромагнитной штамповки установки приспособлены, главным образом, для деформирования трубчатых заготовок и изготовления различных соединений труб, однако главным недостатком электромагнитной штамповки является низкая стойкость индукторов. Из проведенного анализа в области динамических высокоскоростных процессов с применением разных энергоносителей видно, что использование пороховых установок для формообразования деталей из листовых заготовок и труб является одним из важных направлений в области машиностроения.
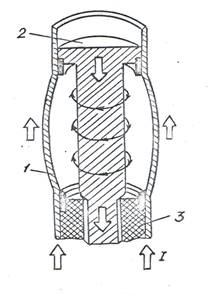
Рис. 12. Раздача трубчатой заготовки путем импульсного пропускания тока:
1 – заготовка; 2 – токопроводящий стержень; 3 –изоляция.
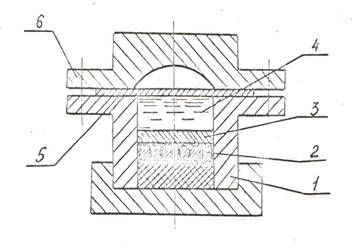
Рис. 13. Принципиальная схема магнитно-импульсной штамповки через промежуточную среду (воду): 1 – корпус; 2 – индуктор; 3 – поршень; 4 – вода; 5 – заготовка; 6 – матрица.
АНАЛИЗ ТЕОРЕТИЧЕСКИХ ИССЛЕДОВАНИЙ В ОБЛАСТИ ВЗРЫВНЫХ ПРОЦЕССОВ ФОРМООБРАЗОВАНИЯ
В процессе формообразования деталей из трубчатых заготовок, материал последних испытывает напряженно-деформированное состояние, которое может приближаться к критическому. Для ведения процессов необходим предварительный анализ теоретических расчетов с целью подборки эффективного метода.
В последнее время в строительной механике пластинок и оболочек находит широкое применение для расчетов напряженно-деформированного состояния метод конечных элементов (МКЭ), сводящийся к аппроксимации сплошной среды с бесконечным числом степеней свободы совокупностью подобластей или элементов, имеющих конечное число степеней свободы [66]. В качестве элементов для плоских заготовок применяют треугольники, а для пространственных тетраэдры. В осесимметричных оболочках вращения конечными элементами могут быть части оболочки, образованные из исходной сечениями, перпендикулярными к ее оси вращения.
Внутри каждого элемента задаются функции формы, позволяющие определить перемещения точек элемента по перемещениям в узлах. За координатные функции принимаются функции, тождественно равные нулю, всюду, кроме одного конечного элемента, внутри которого они совпадают с функциями формы. В качестве неизвестных коэффициентов метода Ритца (МКЭ часто трактуется как метод Ритца) берутся узловые перемещения. После минимизации функционала энергии получается алгебраическая система уравнений (основная система), которая может быть решена методами вычислительной математики на ЭВМ.
Расчету больших динамических упругопластических деформаций типа балок и колец методом конечных элементов с учетом упрочнения и зависимости характеристик материала от скорости деформации посвящены работы [66, 68].
Проблемам пластического течения тонколистового металла при импульсном формообразовании посвящены работы [69÷71]. В этих работах рассматриваются процессы импульсного формообразования тонколистовой заготовки в круглое вытяжное окно матрицы; соотношения между скоростями движения заготовки, деформациями и перемещениями; между скоростями пластических волн изгиба и растяжения, определено их равенство. Дан способ оценки критической скорости удара, превышение которой приводит к вырубке металла вместо формообразования. Процессы деформирования заготовок описываются системой дифференциальных уравнений.
Большое количество работ посвящено теоретическим вопросам геометрически нелинейной теории упругости в применении к тонким осесимметричным оболочкам [72÷85].
Методы решения физически нелинейных задач теории пластичности и общие вопросы теории пластичности рассмотрены в работах [66, 86÷114].
Инженерные методы исследования ударных процессов, динамика сооружений, расчет их на действие кратковременных сил, колебания деформируемых систем представлены в работах [115÷121].
В монографии [122] учитывается геометрическая нелинейность при решении задач механики сплошных сред методом конечных элементов без учета физической нелинейности и в статической постановке.
Методы решения систем алгебраических уравнений, к которым сводятся задачи, описываемые конечно-элементными моделями в линейной постановке, предложены в работах [123, 124].
Вопросы динамической штамповки местных отбортовок и законцовок на трубах большой длины импульсным методом рассмотрены в работе [125].