Дипломная работа: Взрывное формообразование трубчатых деталей
В решении задач технического перевооружения народного хозяйства на основе широкого внедрения в производство новейших достижений науки и техники, что должно привести к увеличению объема выпуска продукции, повышению ее качества и эксплуатационной надежности, снижению себестоимости [1]. Важное место принадлежит внедрению малооперационных и безотходных технологических процессов, применению многофункциональных машин и оборудования, переналаживаемых при изменении технологических процессов, позволяющих создавать гибкие автоматизированные производства [2].
В современных конструкциях летательных аппаратов и двигателей широкое применение нашли листовые и трубчатые детали из сталей и сплавов. Их основными характеристиками являются высокие прочностные, жаропрочные и антикоррозионные свойства. Сложная форма и высокие требования к точности изготовляемых изделий, а также пониженная пластичность, ставят перед специалистами в области штамповки ряд проблем по созданию принципиально новых технологических процессов и оборудования.
В отечественной и зарубежной промышленности все шире применяют методы листовой штамповки, основанные на использовании энергии взрыва бризантных веществ, пороха и взрывчатых газовых смесей, электрических разрядов в жидкости, импульсного электромагнитного поля и других импульсных энергоносителей, которые относятся к числу новых и основных методов совершенствования технологических процессов заготовительно-штамповочных цехов в производстве летательных аппаратов и их двигателей.
В становление и развитие таких методов большой вклад внесли отечественные ученые Я.Б.Зельдович, Р.В.Пихтовников, Ю.Н.Алексеев, О.Д.Антоненков, М.А.Анучин, К.Н.Богоявленский, В.К.Борисевич, М.Н.Горбунов, В.И.Завьялова, В.Г.Кононенко, В.М.Кудинов, М.А.Лаврентьев, В.Т.Мещерин, Ю.А.Навагин, И.А.Норицин, Е.А.Попов, С.М.Поляк, И.П.Ренне, О.В.Роман, В.Г.Степанов, А.Д.Томленов и зарубежные Дж.Райнхарт, Дж.Пирсон, Р.Коул, П.В.Бриджмен, В.Джонсон, Г.Хадсон, Р.Кечч.
Высокоскоростная обработка металлов с использованием импульсных нагрузок получает все большее распространение в области листовой штамповки и штамповки тонкостенных деталей из труб благодаря ряду основных преимуществ высокоскоростного деформирования: отсутствие пружинения при обработке большинства труднодеформируемых материалов; увеличение предела прочности некоторых металлов почти на 50% и увеличение предела текучести ряда сталей при сжатии почти на 300%; повышенное упрочнение по сравнению с холодной прокаткой при одинаковой степени деформации; повышенная точность изготовления деталей, которые экономически не выгодно или физически невозможно формовать другими методами.
Отличительной чертой высокоскоростных способов штамповки является также то, что при их применении отпадает надобность в прессовом оборудовании, которое необходимо при осуществлении любых способов штамповки. В качестве технологической оснастки здесь необходима лишь матрица или пуансон, а роль ответной части штампа, в частности, играет передающая среда, в которой производится взрыв и через которую энергия взрыва в виде ударной волны воздействует на заготовку, деформируя ее по форме инструмента (пуансона или матрицы). Такой технологический процесс универсален и для него не требуется длительная подготовка производства, поэтому высокоскоростные высокоэнергетические способы применяются для штамповки деталей, изготовление которых другими методами при опытном и мелкосерийном производстве нецелесообразно.
В производстве современных газотурбинных двигателей до 15% от общей трудоемкости изготовления двигателя занимает изготовление деталей из трубчатых заготовок. Кроме того, одним из важнейших параметров надежности двигателя является надежность работы трубопроводных систем, и, прежде всего, обеспечение надежного соединения трубопроводов.
Соответствующие методы изготовления трубчатых деталей и соединений трубопроводов, особенно в связи с применением новых высокопрочных труднодеформируемых сталей и сплавов, имеют существенные недостатки, связанные с экспериментальной обработкой параметров формообразования из-за возможного разрушения заготовки в процессе деформирования, а также с наличием большого объема ручных доводочных работ.
Поэтому весьма актуальным является создание технологических процессов и оборудования, исключающих имеющиеся недостатки.
ХАРАКТЕРИСТИКА ВЗРЫВНЫХ ПРОЦЕССОВ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ
Все способы штамповки взрывом можно разделить на две группы. К первой группе относятся те способы, при которых заряд взрывчатого вещества (ВВ) располагается на расстоянии от заготовки. При таких бесконтактных операциях энергия заряда выделяется на некотором расстоянии от обрабатываемой детали и распространяется преимущественно в виде импульса давления через промежуточную среду. Максимальные удельные давления на деталь достигают значений (102 ÷104 ) МПа, причем большинство технологических операций выполняются при нижнем пределе давлений. Рабочее время обычно измеряется миллисекундами, а скорости перемещения металла десятками метров в секунду. Разгон и последующая деформация заготовки определяются главным образом внешними силами. Волны напряжений и деформаций в металле в этом случае весьма незначительны или совсем отсутствуют. Формообразование связано, в основном, с действием волны давления.
Ко второй группе относятся так называемые контактные способы штамповки, при которых заряд ВВ располагается непосредственно на поверхности заготовки. Давления, действующие в этом случае на поверхность заготовки, достигают 105 МПа, а рабочее время измеряется микросекундами. Величина импульса давления зависит от соотношения размеров заряда и заготовки и взаимного из расположения. При большинстве контактных операций в заготовке возникают неустановившиеся волны напряжений высокой интенсивности, которые распространяются в металле. Формообразование металла при таких операциях связано как с непосредственным воздействием приложенных нагрузок, так и с последующим воздействием вторичных волн напряжений.
В качестве источника энергии пери штамповке взрывом используются: детонирующие (бризантные) взрывчатые вещества – тротил порошкообразный и литой, аммоний порошкообразный и прессованный, тринитролезол, тетрил, пентолит и жидкие ВВ; пороха - пироксилиновые, нитроглицериновые, дымные.
Бризантные ВВ отличаются большой удельной концентрацией энергии и большими скоростями детонации до 7000 м/сек. [3], поэтому превращение вещества в газообразные продукты и исчисляется микросекундами; давления же у поверхности заряда могут доходить до 2 ∙ 105 МПа.
Пороха относятся к горящим взрывчатым веществам: горение распространяется со скоростью 1-3 м/сек. Образующиеся при сгорании пороха газы, расширяясь, оказывают давление на передающую среду или непосредственно на заготовку, производя полезную работу деформирования.
Наибольшее применение в настоящее время получила штамповка взрывом с использованием воды в качестве среды, передающей давление от заряда ВВ к заготовке (гидровзрывная штамповка).
Известно несколько способов (схем) гидровзрывной штамповки. Традиционная схема штамповки показана на рисунке 1-а [3]. Штампуемую листовую заготовку 1 укладывают на матрицу 6 и прижимают к ее фланцу с помощью прижимного кольца 5. на определенном расстоянии над заготовкой и установленным над ней зарядом опускают в бассейн 3 с водой 4. часть энергии, высвобождаемой под действием высокого давления деформируется, принимая форму матрицы. Для того чтобы воздух не препятствовал перемещению заготовки, происходящему с большой скоростью, что могло бы отразиться на качестве готовой детали, рабочую полость матрицы под заготовкой вакууммируют с помощью вакуумной системы 7.
Возможны две разновидности способа штамповки взрывом в бассейне. В первом случае площадь зеркала бассейна практически равна площади заготовки, благодаря чему вся энергия ударной волны используется для формирования заготовки. Во втором случае площадь зеркала бассейна значительно превышает площадь заготовки, и заготовка в своем формоизменении как бы нагружается дважды: сначала прямой ударной волной, а после – отраженной от стенок бассейна.
При формообразовании – раздаче трубчатых заготовок (рис. 1-б) воду заливают непосредственно внутрь заготовки, куда помещают затем также и заряд ВВ.
Для изготовления небольших партий деталей часто вместо стационарного бассейна используют разовые емкости с водой, разрушаемые при взрыве (рис. 1-в). Такую емкость, изготовленную из картона или тонколистового металла, устанавливают непосредственно на матрицу и заполняют водой, в которой и осуществляют взрыв заряда ВВ.
Если детали типа днищ просты по форме и не требуют высокой точности изготовления, то вместо матрицы иногда применяют упрощенную оснастку, состоящую из вытяжного и прижимного колец (рис. 1-г), между которыми размещают штампуемую заготовку. возникающий при подрыве заряда импульс давления большой интенсивности распространяется в жидкости с высокой скоростью и воздействует на заготовку. В районе расположения заряда образуется газовый пузырь, который, пульсируя (расширяясь и сжимаясь), вызывает дополнительные импульсы давлении; величина последних меньше основного импульса давления. Во время пульсации газовый пузырь перемещается поверхности жидкости, а оставшаяся энергия пузыря выделяется в атмосферу. Это явление сопровождается выплеском жидкости. По данным Коула [4], при подрыве заряда ВВ примерно 60% выделившейся энергии приходится на основной импульс давления, 25% - на первые колебания газового пузыря и остальные 15% - на последующие. Приведенные величины могут изменяться в зависимости от размера заряда и типа ВВ. однако энергия, которая преобразуется в механическую работу деформации, находится в зависимости от размера заряда и типа ВВ. Однако энергия, которая преобразуется в механическую работу деформации, находится в зависимости от взаиморасположения заготовки, заряда и поверхности жидкости, так как газовый пузырь для каждого заряда имеет вполне определенные размеры. проведенные исследования показали, что при размещении заготовки на расстоянии меньше радиуса газового пузыря можно добиться увеличения энергии формообразования на 60 – 80%.
При подрыве заряда на относительно небольшой глубине газовый пузырь разбивается о поверхность жидкости. Образующиеся при этом отраженные ударные волны ослабляют импульс давления, идущий к заготовке. Поэтому глубину погружения заряда применяют больше максимального радиуса газового пузыря, который соответствует первому периоду колебаний.
Штамповка взрывом производится в специальных установках [3÷21,24], представляющих собой подземные или наземные бассейны, оборудованные подъемно-транспортными средствами, вакуумными установками и соответствующей аппаратурой управления и контроля. Стенки бассейнов (вертикальные и наклонные) бетонируют и облицовывают листовой сталью.
Стенки и дно бассейнов изолированы энергопоглощающими средами для предотвращения распространения ударной волны на фундаменты близко расположенных зданий [19,21÷24]. В таких бассейнах можно штамповать детали диаметром в несколько метров.
В открытых бассейнах заготовка деформируется со скоростью до 30 – 50 м/сек., а в зонах прилегания к кромкам матрицы местные скорости деформирования могут достигать 100 – 150 м/сек. [4]
Высокие скорости деформирования и удельные давления обеспечивают получение точных, фактически откалиброванных деталей, что снижает до 60% объем трудоемких ручных доводочных работ.
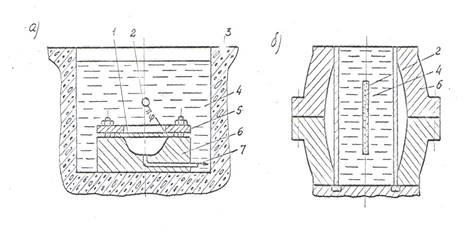
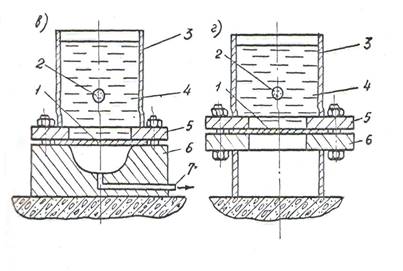
Рис. 1. Основные схемы штамповки взрывом бризантных ВВ:
а – гидровзрывная штамповка в стационарном бассейне;
б - гидровзрывная штамповка детали из трубчатой заготовки;
в - гидровзрывная штамповка в съемном бассейне (разовой емкости);
--> ЧИТАТЬ ПОЛНОСТЬЮ <--