Доклад: Анализ влияния химического состава и технологии получения на жаропрочность металлов и сплавов
9,5**
* Температура испытания 760° С. ** Температура испытания 730° С.
Характеризуя влияние способа выплавки на кратковременную и длительную прочность жаропрочных деформированных сплавов, отмечается, что вакуумный переплав улучшил жаропрочные свойства сплава ХН70ВМТЮ (ЭИ617) (табл.1).
В таблице 2 даны сравнительные свойства сплава М-252 для лопаток турбин, полученные дуговой и вакуумной плавкой, показывающие преимущества металла вакуумной плавки по всем характеристикам.
Данные 1000-ч прочности по сплавам М-252, Уаспаллой, К-235, GMR-235 также свидетельствуют о преимуществе вакуумной выплавки. Следует подчеркнуть, что механические свойства получаются более высокими при увеличении глубины вакуума.
Сопротивление ползучести при переходе от обычной воздушной выплавки к вакуумной возрастает (по времени) для нимоник 90 на 80%, а для нимоник 105-на 50% при возрастаний удлинения в 4,5 и 2,2 раза соответственно. Термостойкость также возрастает для литейных и деформируемых сплавов при переходе от открытой к вакуумной выплавке, о чем свидетельствуют данные многих исследователей.
СТАЛИ И СПЛАВЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ СЛУЖБЫ
Развитие работ в области создания и технологии производства жаропрочных и жаростойких сталей и сплавов во многом определяет прогресс различных отраслей промышленности: авиация, ракетпокосмическая техника, судостроение, тепловая и атомная энергетика, химическое и нефтехимическое машиностроение, приборостроение и др.
В связи с различными условиями эксплуатации рассматриваемых сталей и сплавов (температура, напряжение, среда) анализ состояния вопроса целесообразно провести по группам материалов.
Теплоустойчивые стали.
Теплоустойчивые стали, работающие при высоких температурах до 650°С и давлениях до 250-300 атм, обладая повышенной кратковременной и длительной прочностью, могут работать и в агрессивных средах длительностью от 10 до 100 тыс. часов.
Теплоустойчивые стали, как правило, являются низколегированными: содержание легирующих элементов в них не превышает 4 мас.%, за исключением 12 мас. % хромистых коррозионностойких сталей.
При правильном выборе химического содержания стали и режима термической обработки сталь упрочняется по трем механизмам: 1) фазовый наклеп при y-d-превращении; 2) дисперсионное твердение; 3) упрочнение твердого раствора. В результате формируется оптимальная структура, которая обеспечивает высокие свойства в исходном состоянии и их стабильность в течение длительного времени эксплуатации при высоких температурах.
Легирование современных теплоустойчивых сталей основано на изложенных выше соображениях. Ранее из-за недостаточных знаний по теории легирования, в теплоустойчивые стали в основном вводили молибден или молибден с хромом, причем содержание Мо было неоправданно высоким 1,0-1,5 мас. %. Стали относились к упрочняемым по первому и по третьему механизмам. Типичными представителями этой группы являются стали 15-16М, 15ХМ. Croalloy 2.25C и др.
В середине 50-х годов были разработаны дисперсионно-твердеющие стали, содержащие хром, молибден и ванадий одновременно, причем концентрация молибдена была снижена до 0,25-0,35 мас. %. Введение ванадия в количестве 0,15-0,30 мас. % даже при уменьшенном содержании молибдена достаточно, чтобы получить более высокие свойства, чем в стали с 1 мас. % Мо без ванадия.
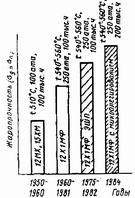
Благодаря применению хромомолибденванадиевых сталей теплоэнергетика освоила закритические параметры пара на энергоблоках различной мощности (рис.1)
При использовании агрессивных топлив находят применение стали с повышенным содержанием хрома (10-12 мас. %), которые работают достаточно надежно до 620-650 °С. Упрочнение этих сталей при наличии в них молибдена и ванадия происходит в результате выделения легированного кубического карбида МегзСб и МеС. Карбид Ме2зСб не является таким дисперсным, как карбид ванадия УС, Он выделяется недостаточно равномерно, преимущественно по границам зерен, из-за чего наиболее жаропрочные стали этой группы приходится дополнительно легировать вольфрамом и ниобием в небольших количествах. Вследствие одновременного введения ванадия и ниобия образуются карбиды УС и МЬС, а молибден и вольфрам образуют частицы фазы Лавеса. Таким образом, в высокохромистых сталях упрочнение обеспечивается выделением карбидных и интермсталлидных фаз.
Эти стали обладают высоким комплексом физико-механических свойств, структурной стабильностью и могут надежно эксплуатироваться в течение длительного времени. Хромистые стали, имея меньшую радиационную повреждаемость в нейтронном потоке, могут быть использованы взамен аустенитных хромоникелевых сталей типа Х18Н10Т в качестве конструкционного материала в атомной энергетике.
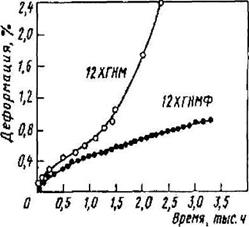
Для многослойных сосудов высокого давления с рабочей температурой до 450 °С применяется сталь 12ХГНМ. Усовершенствование стали 12ХГНМ (введен ванадий и уменьшены концентрации никеля, молибдена и хрома) позволило использовать ее до более высоких температур - 560°С для изготовления сосудов высокого давления в сварном многослойном рулонированном исполнении. На рис.2 приведены кривые ползучести сталей 12ХГНМ и 12ХГНМФ при температуре
испытания 560°С и напряжении 100 МПа, откуда следует, что сопротивление ползучести стада 12ХГНМФ значительно выше, чем у стали аналогичного состава с большим содержанием никеля" хрома и молибдена, но без добавок ванадия. В результате оптимизации химического состава стали 12ХГНМФ разработана сталь 15ХГНМФТ, содержащая в 1,5-2,0 раза меньше дефицитных легирующих элементов молибдена, никеля, марганца при сохранении на высоком уровне эксплуатационных характеристик. Сталь 15ГНМФТ хорошо сваривается, не склонна к образованию горячих и холодных трещин в околошовной зоне.
 |  |
???.1. ????????? ???????????????? ????????????? ???????????????????????? ?????? ?? ???? ??????????? ??????????? ? ?????????? ????????????.
Рис.2. Кривые ползучести сталей 12ХГНМ и 12ХГНМФ при 560С и напряжении 100МП.
Долгое время не обращалось должного внимания на присутствие остаточных элементов (азота и алюминия) в низколегированных хромолибденованадиевых сталях. Определение содержания азота на большом числе плавок показало, что мартеновская сталь 12Х1МФ содержит до 0,008 мас. %, в то время как при выплавке стали в электродуговой печи его содержание достигает 0,02 мас. %. Установлено, что, кроме остаточного азота стали меняется и остаточное содержание алюминия от 0,01 до 0,07 мас. % в зависимости от метода выплавки.
Исследование влияния азота и алюминия на свойства стали 12Х1МФ показало, что при комнатной температуре при увеличении содержания алюминия с 0,010-0,012 до 0,05-0А07 мас. % прочностные характеристики не изменяются. Однако с повышением содержания азота как при низком, так и при высокой содержании алюминия временное сопротивление и предел текучести понижается с 638 до 490 и с 510 до 392 МПа. Длительная прочность стали при 540°С и низком содержании алюминия (0,010-0,012%) с увеличением содержания азота от 0,01 до 0,02 мас. % катастрофически снижается, но при дальнейшем увеличении содержания азота практически не меняется.
При содержании алюминия 0,05-0,07 мас. % эти закономерности сохраняются, однако время до разрушения при любом содержании азота уменьшается почти в два раза по сравнению с полученным на стили с содержанием алюминия 0,010-0,012 мас. % (рис.3). Аналогичные зависимости имеются также при температурах 570 и 610°С„
Отрицательное влияние азота на свойства хромомолибденванадиевой стали 12Х1МФ при увеличении его содержания до 0,025-0,040 мас. % связано с измельчением зерна, превращением аустенита в перлитной области, выделением более грубых частиц нитрида ванадия и карбида Ме2зС6 по границам зерен и образованием объединённых приграничных зон. В этом случае время до разрушения снижается более, чем на порядок.
При повышенном содержании алюминия в стали 12X1МФ распад твёрдого раствора происходит в перлитной области с образованием большого количества карбидных фаз (VC и Ме2зС6), выделяются нитриды алюминия (при концентрации азота около 0,01 мас.%), вдоль границ зёрен образуются зоны, свободные от выделений. В результате отмеченных структурных изменений время до разрушения стали уменьшается примерно в 2 раза при одновременном снижении длительной пластичности с 12-14 до 4-6%.
Таким образом, Для достижения максимальной жаропрочности остаточные содержания азота и алюминий в стали типа 12Х1МФ не должны превышать 0,01 мас. % каждого.
Большое значение имеет применяемая при выплавке шихта. Проведенными работами по влиянию цветных примесей (Pb, Zn, Sn и Си) на свойства стали 12Х1МФ было показано, что все проанализированные примеси, не изменяя кратковременных свойств, снижают жаропрочность стали 570°С и напряжениях 160 и 180 МПа (рис.4). Отрицательное воздействие проявляется при содержании 0,0001 мас. %РЬ, 0,0001 мае% Sn около 0,001 мае. % Zn и 0,1 мае. % Сu.
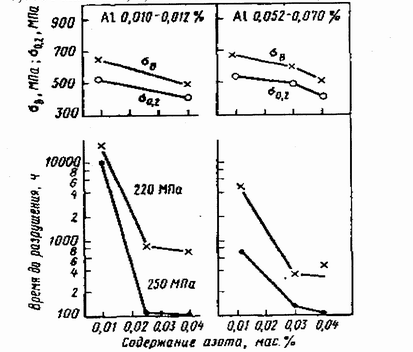 |
Рис.3. Влияние содержания азота и алюминия на прочностные характеристики стали 12Х1МФ при 20°С и жаропрочность при 560°С.
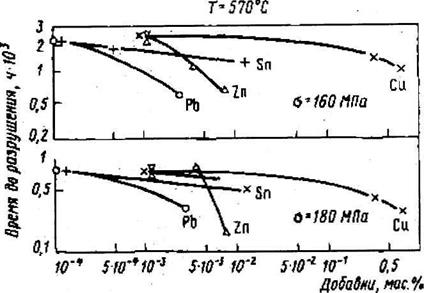 Рис.4. Влияние цветных примесей на время до разрушения стали 12Х1МФ при 570°С.
Рис.4. Влияние цветных примесей на время до разрушения стали 12Х1МФ при 570°С.