Контрольная работа: АСУ ТП 5-ти клетевого стана 630 холодной прокатки
-формирование информационных массивов;
- введение информационной базы
- диагностика состояния КТС
Перечень функций конкретной АСУ ТП устанавливается техническим заданием на создание АСУ ТП.
Функции АСУ ТП можно реализовать в следующих режимах:
- информационно – советующим, при котором средства ВТ вырабатывают и выдают оперативному персоналу рекомендации по управлению процессом;
- комбинированном при котором средства ВТ изменяют уставки и параметры настройки локальных систем управления;
- прямого управления, при котором средства ВТ обеспечивают непосредственное управление исполнительными устройствами.
Непрерывный стан холодной прокатки, как объект автоматического регулирования, характеризуется наличием ряда взаимосвязанных регулирующих воздействий и многих возмущающих факторов, действующих на различные элементы системы стана.
Изменение толщины и твердости подката, эксцентриситет валков прокатных клетей, изменение коэффициента трения в зоне деформации, проявление эффекта скорости и ряд других факторов представляют собой возмущения процесса прокатки.
Сложность и многообразие внутренних взаимосвязей в системе непрерывного стана обусловлены влиянием упругости прокатных клетей, зависимости опережения металла от натяжения, явлением транспортного запаздывания и свойствами привода.
Функции АСУ ТП непрерывного стана холодной прокатки:
- слежение за рулонами от разматывателя до маркировочной машины;
- расчет установок для настройки стана на прокатку заданного сортамента;
- управление основными и вспомогательными механизмами прокатного стана;
- управление скоростными режимами прокатки;
- регулирование натяжения полосы;
- регулирование планшетности полосы;
- центрирование полосы по оси стана;
- контроль температуры полосы и валков;
- регулирование расхода смазочно-охлаждающей жидкости;
- измерение усилия прокатки и крутящих моментов;
- учет расхода энергоносителей;
- сбор, обработка и выдача технической и производственной информации, поступающей с пультов ручного ввода, от средств автоматического контроля и систем автоматизации;
- диагностика неисправностей оборудования.
Схема АСУ ТП непрерывного стана холодной прокатки представлена на рис.1.
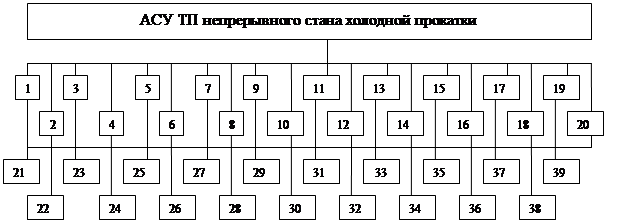
Рис. 1. – Схема АСУ ТП стана холодной прокатки
Системы: 1 – автоматической перевалки рабочих валков; 2 – автоматической подачи и уборки рулонов; 3 – автоматической задачи полосы в клети; 4 – автоматического позиционирования механизмов; 5 – автоматического регулирования натяжения полосы между клетью и разматывателем; 6 – автоматического регулирования температуры валков; 7 – автоматической установки параллельности валков; 8 – автоматического управления соосностью валков; 9 – автоматического регулирования скорости прокатки; 10 – автоматического регулирования межклетевых натяжений; 11 – автоматического регулирования толщины полосы; 12 – автоматического центрирования полосы; 13 – автоматического регулирования натяжения полосы между клетью и моталкой; 14 – точной остановки барабана моталки; 15 – автоматического регулирования параметров смазочно-охлаждающей жидкости; 16 – расчета и выдачи уставок параметров; 17 – оптимизации процесса прокатки; 18 – слежения за рулонами от разматывателя до маркировочной машины; 19 – сбора, обработки и выдачи технической и производственной информации; 20 – диагностики неисправностей оборудования.