Контрольная работа: АСУ ТП 5-ти клетевого стана 630 холодной прокатки
а) изменение скоростей клетей 1.2.3;
б) изменение скорости 4-ой клети (в противоположном направлении скоростям 1,2,3 клетей);
в) перемещение ГНМ 4-ой клети.
Затем толщина полосы, измеренная измерителем толщины за 4-ой клетью, сравнивается с заданной. Полученный сигнал рассогласования воздействует:
1 по отклонению на:
а) изменение скоростей клетей 1.2.3;
б) перемещение ГНМ 4-й клети.
2 по возмущению через блок на:
а) изменение скоростей клетей 1,2,3,4;
б) изменение скорости 5-й клети (в противоположном направлении скоростям 1,2,3,4 клетей);
в) перемещение ГНМ 5-ой клети.
Далее толщина полосы, измеренная измерителем толщины за 5-й клетью, сравнивается с заданной. Полученный сигнал рассогласования воздействует на:
а) перемещение ГНМ 5-ой клети;
б) изменение скорости 5-ой клети.
Структурная схема основных воздействий регулирования комплекса САРТиН 5-кл. стана "630" приведена на рисунке 2.
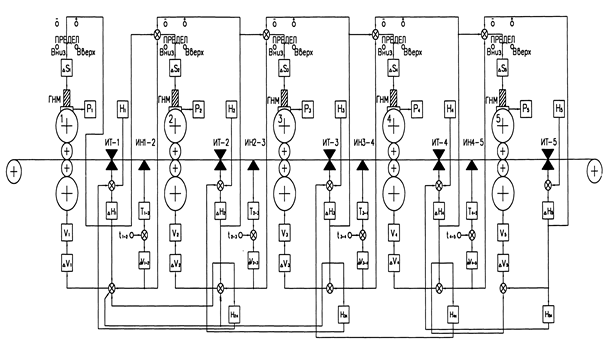
Рисунок 2. - Структурная схема основных воздействий регулирования комплекса САРТ и Н 5-кл. стана "630": ГНМ - гидравлический нажимной механизм; ИТ - измеритель толщины; ИН - измеритель натяжения; Н1, Н2, Н3, Н4, Н5 - уставки толщины; t - уставка натяжения;
Список использованной литературы
1. Омельченко Б. Я. Рациональный объём автоматизации прокатных станов. Метод. указ. по курсу «Основы автоматизации процессов ОМД» для студентов спец. 110600. Магнитогорск: МГТУ, 2004. 42 с.
2. Челюсткин А.Б. Автоматизация процессов прокатного производства. М.: Металлургия, 1971, 296 с.
3. Выдрин В.Н., Федосиенко А.С. Автоматизация прокатного производства. Учебник для вузов. М.: Металлургия, 1984. 472 с.