Контрольная работа: Достоинства и недостатки сжигания промышленных отходов в различных видах печей. Методы переработки резиносодержащих промышленных и бытовых отходов
Решение этой проблемы позволит существенно расширить сырьевую базу углеводородного сырья, в котором, в связи со значительным сокращением запасов природной нефти, темпов ее разведки, добычи и последующей переработки, в последние годы ощущается острый дефицит; решить экологическую проблему комплексной и безвредной утилизации резиносодержащих и широкого ассортимента промышленных и бытовых органических отходов; значительно сократить расход углеводородного сырья, производимого на базе нефти, бурых и каменных углей, горючих сланцев, природных битумов.
2.2 Общие данные
Динамичный рост парка автомобилей во всех развитых странах приводит к постоянному накоплению изношенных автомобильных шин. По данным Европейской Ассоциации по вторичной переработке шин (ЕТРА) в 2000 году общий вес изношенных, но не переработанных шин достиг:
в Европе-2,5 млн. тонн;
в США-2,8 млн. тонн;
в Японии-1,0 млн. тонн;
в России-1,0 млн. тонн.
Объем их переработки методом измельчения не превышает 10%. Большая часть собираемых шин (20%) используется как топливо. Вышедшие из эксплуатации изношенные шины являются источником длительного загрязнения окружающей среды: шины не подвергаются биологическому разложению; шины огнеопасны и, в случае возгорания, погасить их достаточно сложно; при складировании они являются идеальным местом размножения грызунов, кровососущих насекомых и служат источником инфекционных заболеваний. Вместе с тем, амортизированные автомобильные шины содержат в себе ценное сырье: каучук, металл, текстильный корд.
Проблема переработки изношенных автомобильных шин и вышедших из эксплуатации резинотехнических изделий имеет большое экологическое и экономическое значение для всех развитых стран мира. Невосполнимость природного нефтяного сырья диктует необходимость использования вторичных ресурсов с максимальной эффективностью, т.е. в место гор мусора мы могли бы получить новую для нашего региона отрасль промышленности - коммерческую переработку отходов. Не менее перспективным методом борьбы с накоплением изношенных шин является продление срока их службы, путем восстановления. В настоящее время, все известные методы переработки шин можно разделить на две группы:
1. Физический метод
2. Химический метод
Ниже рассмотрим методы переработки резиносодержащих промышленных и бытовых отходов
2.3 Низкотемпературная технология утилизации
При низкотемпературной обработке изношенных шин дробление производится при температурах -60 град.С ... -90 град. С, когда резина находится в псевдохрупком состоянии. Результаты экспериментов показали, что дробление при низких температурах значительно уменьшает энергозатраты на дробление, улучшает отделение металла и текстиля от резины, повышает выход резины. Во всех известных установках для охлаждения резины используется жидкий азот. Но сложность его доставки, хранения, высокая стоимость и высокие энергозатраты на его производство являются основными причинами, сдерживающими в настоящее время внедрение низкотемпературной технологии. Для получения температур в диапазоне -80 град.С ... -120 град.С более эффективными являются турбохолодильные машины. В этом диапазоне температур применение турбохолодильных машин позволяет снизить себестоимость получения холода в 3-4 раза, а удельные энергозатраты в 2-3 раза по сравнению с применением жидкого азота. Технология не внедрена. Производительность линии 6000 т/год.
 Описание технологической линии:
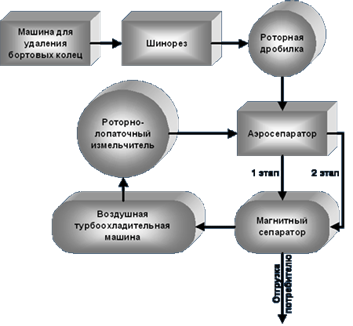
Описание технологической линии:
Изношенные автомобильные шины подаются в машину для удаления бортовых колец. После этого шины поступают в шинорез и далее в ножевую роторную дробилку. Затем следует магнитный сепаратор и аэросепаратор. Для охлаждения порезанные и предварительно очищенные куски резины подаются в холодильную камеру, где охлаждаются до температуры -50 град.С...-90 град.С. Холодный воздух для охлаждения резины подается от генератора холода воздушной турбохолодильной машины. Далее охлажденная резина попадает в роторно-лопаточный измельчитель, откуда она направляется на повторную очистку в магнитный сепаратор и аэросепаратор, где отбирается резиновая крошка менее 1 мм ... 0,5 мм, а также более крупная и затаривается в мешки и отправляется к заказчику.
2.4 Бароденструкционная технология
Технология основана на явлении "псевдосжижения" резины при высоких давлениях и истечении её через отверстия специальной камеры. Резина и текстильный корд при этом отделяются от металлического корда и бортовых колец, измельчаются и выходят из отверстий в виде первичной резино-тканевой крошки, которая подвергается дальнейшей переработке: доизмельчению и сепарации. Металлокорд извлекается из камеры в виде спрессованного брикета. Производительность линии 6000 т/год. В настоящее время реализованы и успешно работают 2 перерабатывающих завода: "Астор"(Пермь), ЛПЗ(Лениногорск,Татарстан)
Описание технологической линии:
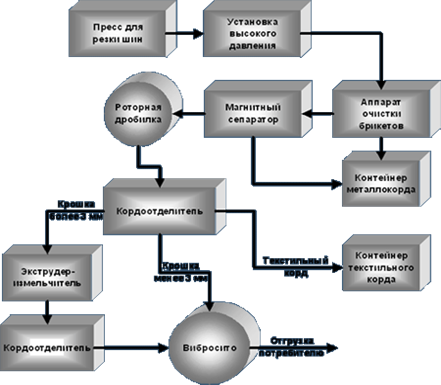
Автопокрышка подаётся под пресс для резки шин, где режется на фрагменты массой не более 20 кг. Далее куски подаются в установку высокого давления.
В установке высокого давления шина загружается в рабочую камеру, где происходит экструзия резины в виде кусков размерами 20-80 мм и отделение металлокорда.
После установки высокого давления резинотканевая крошка и металл подаются в аппарат очистки брикетов для отделения металлокорда (поступает в контейнер) от резины и текстильного корда, выделение бортовых колец. Далее остальная масса подаётся в магнитный сепаратор, где улавливается основная часть брекерного металлокорда. Оставшаяся масса подаётся в роторную дробилку, где резина измельчается до 10 мм.
Далее вновь в кордоотделитель, где происходит отделение резины от текстильного корда и разделение резиновой крошки на две фракции:
· менее 3 мм;
· от 3 до 10 мм.
Отделившийся от резины текстильный корд поступает в контейнер. В случае если резиновая крошка фракцией более 3 мм интересует потребителя как товарная продукция, то она фасуется в бумажные мешки, если нет, то она попадает в экструдер-измельчитель. После измельчения вновь в кордоотделитель. Текстильный корд - в контейнер, а резиновая крошка - в вибросито, где происходит дальнейшее её разделение на три фракции: I - от 0,3 до 1,0 мм; II - от 1,0 до 3,0 мм; III - свыше 3,0 мм.
Фракция резиновой крошки более 3 мм возвращается в экструдер-измельчитель, а резиновая крошка I и II фракции отгружается покупателю.
2.5 Полностью механическая переработка