Контрольная работа: Достоинства и недостатки сжигания промышленных отходов в различных видах печей. Методы переработки резиносодержащих промышленных и бытовых отходов
Описание технологической линии:
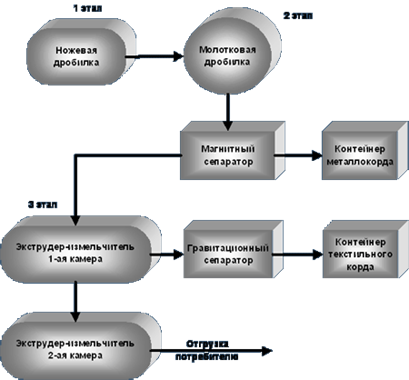
Технологический процесс включает в себя три этапа:
· предварительная резка шин на куски;
· дробление кусков резины и отделение металлического и текстильного корда;
· получение тонкодисперсного резинового порошка.
На первом этапе технологического процесса поступающие со склада шины подаются на участок подготовки шин, где они моются и очищаются от посторонних включений. После мойки шины поступают в блок предварительного измельчения - агрегаты трехкаскадной ножевой дробилки, в которых происходит последовательное измельчение шин до кусков резины, размеры которых не превышают 30х50 мм.
На втором этапе предварительно измельченные куски шин подаются в молотковую дробилку, где происходит их дробление до размеров 10х20 мм. При дроблении кусков обрабатываемая в молотковой дробилке масса разделяется на резину, металлический корд, бортовую проволоку и текстильное волокно. Резиновая крошка с выделенным металлом поступает на транспортер, с которого свободный металл удаляется с помощью магнитных сепараторов и поступает в специальные бункеры. После металлические отходы брикетируются.
На третьем этапе куски резины подаются в экструдер-измельчитель. На этой стадии обработки происходит параллельное отделение остатков текстильного волокна и отделение его с помощью гравитационного сепаратора от резиновой крошки. Очищенный от текстиля резиновый порошок подается во вторую камеру экструдера-измельчителя, в котором происходит окончательное тонкодисперсное измельчение.
По выходу из экструдера - в вибросито, и где осуществляется рассев порошка на 3 фракции: 1-ая фракция -0,5...0,8 мм; 2-ая фракция - 0,8...1,6 мм;
3-яя дополнительная фракция - 0,2...0,45 мм (поставка по заказу);
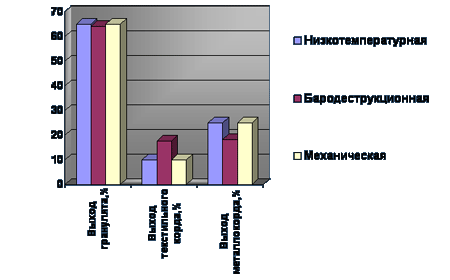
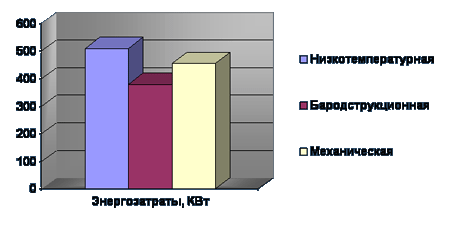
Сравнение вышеназванных технологических линий по затратам электроэнергии и по выходу товарного продукта.
2.6 Новейшая технология
Золотая медаль 26-го Международного салона изобретений, прошедшего весной 2000 года в Женеве, присуждена способу озонной переработки изношенных шин, предложенному группой российских ученых и инженеров. Суть технологии - в "продувании" озоном автомобильных покрышек, что приводит в полному их рассыпанию в мелкую крошку с отделением от металлического и текстильного корда. При этом новая технология значительно экономнее всех существующих и, кроме того, абсолютно экологически безвредна - озон окисляет все вредные газообразные выбросы. В России созданы две опытные озонные установки, их суммарная производительность - около 4 тыс. тонн резиновой крошки в год.
Возможные направления использования резиновой крошки:
· порошковая резина с размерами частиц от 0,2 до 0,45 мм используется в качестве добавки (5...20%) в резиновые смеси для изготовления новых автомобильных покрышек, массивных шин и других резинотехнических изделий. Применение резинового порошка с высокоразвитой удельной поверхностью частиц (2500-3500 см²/г), получаемой при его механическом измельчении, повышает стойкость шин к изгибающим воздействиям и удару, увеличивая срок их эксплуатации;
· порошковая резина с размерами частиц до 0,6 мм используется в качестве добавки (до 50...70%) при изготовлении резиновой обуви и других резинотехнических изделий. При этом свойства таких резин (прочность, деформируемость) практически не отличаются от свойств обычной резины, изготовленной из сырых каучуков;
· порошковую резину с размерами частиц до 1,0 мм можно применять для изготовления композиционных кровельных материалов (рулонной кровли и резинового шифера), подкладок под рельсы, резинобитумных мастик, вулканизованных и не вулканизованных рулонных гидроизоляционных материалов;
· порошковая резина с размерами частиц от 0,5 до 1,0 мм применяется в качестве добавки для модификации нефтяного битума в асфальтобетонных смесях.
Следует привести некоторые результаты исследования ее влияния на эксплуатационные свойства асфальтобетона. При исследовании изучалось влияние количество вводимой в асфальтобетонную смесь резиновой крошки по количеству и размерам частиц на трещиностойкость асфальтобетона и коэффициент сцепления колеса автомобиля с поверхностью проезжей части дороги.
1. Установлено, что применение резиновой крошки в асфальтобетоне в два раза повышает коэффициент сцепления на мокром покрытии. На сухом покрытии существенных изменений нет.
2. При использовании резиновой крошки от 0 до 1.0 мм трещиностойкость возрастает на 30 процентов. С уменьшением размера частиц трещиностойкость увеличивается. Особенно эффективно применение частиц крошки от 0.14 мм и меньше. Частицы меньше 0.08 за время перемешивания распадаются, составляющие модифицируют битум, улучшая его свойства.
3. При небольших размерах частиц крошка распределяется по массе асфальтобетонной смеси более равномерно повышая упругую деформацию при отрицательных температурах.
4. Объем дробленой резины в составе таких усовершенствованных покрытий yдолжен составлять около 2% от массы минерального материала, т.е. 60...70 тонн на 1 км дорожного полотна. При этом срок эксплуатации дорожного полотна увеличивается в 1,5 - 2 раза.
2.7 Восстановление шин
Вдумайтесь, само по себе, шинное производство - одно из самых энергоемких - постоянно наращивает мощности. Уничтожение отработавших шин, пиролизом, описанным выше, еще более энергоемко, а для сжигание 3-4 тыс. покрышек требуется такое же количество кислорода, какое поглощает небольшой европейский городок за месяц. Как это не покажется странным, но среди фирм, занимающихся восстановлением покрышек, лидируют шинные заводы.
Существует несколько технологий восстановления изношенного протектора. Наиболее распространены нарезка и горячая вулканизация специальной гладкой ленты с одновременным формированием рисунка (этот процесс был хорошо известен у нас в стране как "наварка").
Однако, самые большие надежды и перспективы связаны на сегодняшний день именно с "холодной" (при температурах до 100С) вулканизацией с применением лент с заранее нанесенным рисунком. В большинстве случаев для этого используется лента, равная размерам основных типов покрышек. Специальный станок растягивает резиновое кольцо и надевает его на подготовленный бреккер.