Контрольная работа: Методы нарезания зубьев цилиндрических зубчатых колёс
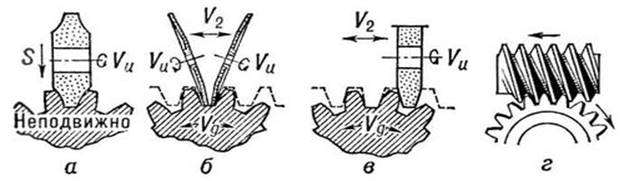
В процессе прикатывания, обычно двумя накатниками, выполненными в виде зубчатых колес, обкатывают заготовку с предварительно обработанными зубьями, расположенными на параллельных осях. Вращающийся накатник, перемешаясь к заготовке, при достижении беззазорного зацепления начинает процесс прикатки под определенной силой. Расстояние между осями накатника и детали постепенно уменьшается до получения требуемого размера зубьев колеса.
Холодное прикатывание по сравнению с шевингованием позволяет повысить производительность в 4-5 раз, получить шероховатость поверхности зубьев Ra 0,32, снизить уровень шума на 2...3 дБ, повысить стабильность размеров зубчатого зацепления.
Холодным накатыванием из круглой металлической заготовки за одну рабочую операцию получают точные зубчатые колеса, шлицевые профили и другие детали с модулем 0,8-6 мм и диаметром 10-370 мм. Материал выдавливается в радиальном направлении от ножки к головке зуба. Внешний диаметр заготовки меньше диаметра вершин зубьев готовой детали.
В процессе накатывания две накатные головки с планетарно вращающимися (0-2250 об/мин) навстречу друг другу роликамиодновременно в течение коротких промежутков времени вступают в контакт с вращающейся деталью. Каждый следующий контакт инструмента с металлом происходит в новой впадине зубьев.
Зубохонингование
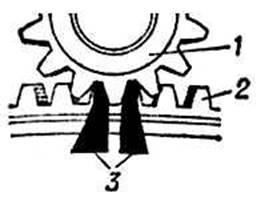
Зубохонингование применяют для чистовой отделки зубьев закаленных цилиндрических колес внешнего и внутреннего зацепления. Хонингование зубьев осуществляют на специальных станках.
Обработку можно производить двумя методами – зубчатыми хонами с внешним и внутренним зацеплением. При хонинговании зубчатым хоном с внешним зацеплением закаленное зубчатое колесо вращается в плотном зацеплении при угле скрещивания осей у = 10-15°. Поджим деталей к хону осуществляется пружиной с силой 150-450 Н. Зубчатое колесо, кроме вращения, совершает возвратно-поступательное движение вдоль оси. Направление вращения инструмента меняется при каждом ходе стола.
Хонингование позволяет уменьшить шероховатость поверхности до Ra 0,32, удалить забоины и заусенцы размером до 0,25 мм, снизить уровень звукового давления на 2-4 дБ и повысить долговечность зубчатой передачи. Зубчатые колеса, имеющие забоины и заусенцы перед хонингованием, целесообразно обкатывать на специальном станке или приспособлении между тремя накатниками под нагрузкой для устранения погрешностей профиля зубьев.
Хонингование зубчатым хоном с внутренним зацеплением является более современным и производительным методом. Больший коэффициент перекрытия при зацеплении хона с обрабатываемым колесом способствует исправлению погрешностей зацепления и повышению точности обработки.
Зубошлифование
Современные условия эксплуатации требуют от зубчатых передач повышения крутящих моментов, снижения массы и размеров, плавности и бесшумности вращения, увеличения прочности и долговечности работы. Зубошлифование, наиболее перспективный метод финишной обработки рабочих поверхностей зубьев зубчатых колес, способствует выполнению этих условий. По сравнению с другими методами шлифование позволяет не только снизить погрешности зубьев, полученных на предварительных операциях, но и устранить деформации после термической обработки.
Зубошлифованием достигают 3-6 степень точности по ГОСТ 1643-81 и шероховатость поверхности зубьев Ra 0,2...1,0. Наибольшее распространение в промышленности получило обкатное и профильное зубошлифование.
Профильное шлифование с непрерывным делением (Рейсхауэр) характеризуется чрезвычайно высокой производительностью. В качестве инструмента используют абразивный червячный круг с наружным профилем глобоидной формы, который охватывает сектор зубьев колеса. По всей ширине зацепления между боковыми сторонами зубьев заготовки и червячным кругом имеет место линейный контакт. Периодическую правку круга осуществляют алмазным колесом, геометрия зубьев которого полностью соответствует геометрии зубьев шлифуемого колеса.
С целью повышения плавности зацепления и снижения растягивающих напряжении после профильного зубошлифования в автомобильной промышленности широко применяют зубохонингование. Обкатное зубошлифование основано на обкатке шлифовального инструмента, имеющего контур производящей зубчатой рейки, и обрабатываемого зубчатого колеса.
Обкатное шлифование с периодическим делением , которые производят двумя тарельчатыми кругами обеспечивает высокую точность зубьев (3-5 степени) в особенности по профилю и направлению. Низкая производительность метода и специальные требования к предварительной обработке зубьев обусловили его применение для эталонных, мерительных и других высокоточных колес.
При непрерывном обкатном шлифовании абразивный круг является гибким носителем информации шлифуемых зубчатых колес. Применение двухзаходных кругов по сравнению с однозаходными позволяет уменьшить время шлифования на 30-40 %. Этот метод обеспечивает 4-6 степень точности зубьев, причем по показателям кинематической точности (накопленная погрешность шага, радиальное биение) и плавности хода (разность соседних окружных шагов, среднее отклонение шага), точность, обусловленная непрерывным методом шлифования, значительно выше (2-4 степени).
Зубострогание
Зубостроганиеявляется наиболее простым и менее производительным методом по сравнению с другими методами нарезания прямозубых конических колес. Благодаря универсальности и несложной конструкции режущего инструмента он широко распространен в единичном и серийном производстве. Обработку зубьев проводят на зубострогальных станках методом обкатки с прерывистым делением.
В основу процесса нарезания зубьев на этих станках положено станочное зацепление обрабатываемого колеса с воображаемым производящим колесом роль зубьев которого выполняют зубострогальные резцы.
При обработке зубострогальные резцы, установленные в резцедержателях ползунов станка, получают возвратно-поступательное движение, необходимое для резания. Совместно с обрабатываемым колесом резцам сообщают также движение обкатки. В результате последовательных огибающих резов прямолинейные режущие кромки резцов формируют октоидный профиль зубьев обрабатываемого колеса.
Черновое нарезание методом врезания является наиболее простым и экономичным. При этом методе движение обкатки отсутствует, подачу в направлении режущего инструмента совершает стол с заготовкой. Черновое нарезание осуществляют обычно на 0,1-0,3 мм глубже теоретической высоты зуба, что позволяет устранить возможность касания вершинами чистовых резцов дна впадины зуба и тем самым улучшить их резание.
Черновое нарезание зубьев с модулем до 6 мм и малым числом зубьев, профиль которых имеет значительную кривизну, целесообразно выполнять фасонными резцами. Форма режущей кромки резцов приближена к профилю зубьев обрабатываемого колеса на его внешнем торце.
Чистовое нарезание осуществляют методом обкатки чистовыми зубострогальными резцами при согласованном вращательном движении люльки и шпинделя бабки изделия. По окончании обкатки заготовка выходит из зацепления с инструментом и вместе с люлькой возвращается в исходное положение: происходит поворот заготовки для обработки следующего зуба.
Список использованной литературы
1. Колесов И.М. Основы технологии машиностроения. – М.: Высшая школа, 1999. – 591 с.
2. Корсаков В.С. Основы технологии машиностроения. – М.: Высшая школа, 1974. – 335с.
3. Маталин А.А. «Технология машинострения» 1977. – 469 с.