Контрольная работа: Назначение поверхностного наклепа
Так, в ЦНИИТМАШ были испытаны на круговой изгиб образцы стали 40 диаметром 180 мм, обкатанные роликами и шариками по методике, разработанной совместно с Уралмашзаводом для упрочнения крупных деталей. Испытания проведены на резонансной машине У-200 при базе 10 миллионов циклов. Испытания показали, что предел выносливости гладких образцов повысился на 37% —с 20 до 27,5 кг/мм2 , образцов со втулкой на 200%— с 7 до 21 кг/мм2 и ступенчатых образцов с галтелью радиусом 8 мм на 42% —с 13 до 18,5 кг/мм2 . В результате поверхностного наклепа прочность ступенчатых образцов почти достигла, а прочность образцов со втулкой даже! превзошла прочность гладких неупрочненных образцов.
Высокая эффективность поверхностного наклепа для крупных деталей подтверждается и данными, полученными непосредственно при эксплуатации упрочненных деталей. Эти данные важны ввиду ограниченного количества лабораторных средств для испытаний крупных образцов на усталость, большой длительности и высокой стоимости таких испытаний.
Особенно наглядно упрочняющий эффект проявляется для деталей, работающих в условиях ограниченной долговечности при напряжениях, превосходящих предел выносливости. Xapaктерный пример такого рода деталей — штоки штамповочных молотов.
Многократное увеличение долговечности получено при эксплуатации таких упрочненных деталей, как клапанные пружины, рессоры, торсионные валы, железнодорожные оси и т. п.
Однако данных, характеризующих эффективность поверхностного наклепа деталей диаметром более 2000—2500 мм, известно очень мало. В то же время в тяжелом машиностроении часто возникает необходимость упрочнения крупных деталей. Суждение об эффективности поверхностного упрочнения для деталей, имеющих диаметр 500 мм и более, может быть высказано на основании исследований пластической деформации поверхностного слоя и остаточной напряженности металла крупных деталей.
В настоящее время признается возможность эффективного упрочнения деталей практически любых размеров. Это утверждение основано, с одной стороны, на том, что современные методы обработки позволяют создать значительный по абсолютной величине наклепанный поверхностный слой металла, измеряемый десятками миллиметров, и, с другой—на возможности упрочнения деталей за счет относительно тонкого наклепанного слоя, составляющего по глубине 0,02—0,05 радиуса упрочняемой детали.
Например, обкатывание роликами с рабочим усилием 6000 кг дает толщину наклепанного слоя на крупных валах из углеродистой стали 10—14 мм и на легированных сталях 6—7 мм. Еще более эффективна чеканка мощными пневматическими ударниками с энергией удара 8 кг/м2 . Толщина наклепанного слоя при этом достигает 20 мм.
Глубина распространения благоприятных сжимающих остаточных напряжений несколько превосходит толщину наклепанного слоя, а величина их достигает высоких значений. Так, осевые остаточные напряжения в обкатанных валах диаметром 240 мм достигают в поверхностных слоях 75 кг/мм2 , а окружные 32 кг/мм2 при глубине залегания 17—18 мм.
Специальное исследование, проведенное в ЦНИИТМАШ с образцами диаметром 5, 10 и 30 мм, показало, что, несмотря на проявление масштабного эффекта, заключающегося в понижении прочности с ростом размера образцов, относительная величина упрочнения обкатыванием остается одинаковой при сохранении геометрического подобия размеров упрочненного слоя. Однако еще ранее было показано, что даже значительное отступление от оптимальной глубины наклепа приводит к потере небольшой доли упрочняющего эффекта. Так, например, снижение рабочего усилия обкатывания на 60% вызывает понижение эффекта упрочнения лишь на 5%. Это подтверждается рядом более поздних исследований.
Даже в тех случаях обработки крупных деталей, когда применяемые режимы не позволяют рассчитывать на максимальный эффект, упрочнение все же, как правило, остается весьма значительным.
В конце следует заострить внимание на том, что вид обработки зависит не только от размеров, конфигураций, условий эксплуатаций и назначения деталей, но и от материала изготовления деталей и его первичных свойств или полученным им тех или иных свойств после первичной обработки.
К примеру, дробеструйной обработке подвергают изделия типа пружин и рессор, звенья цепей, гусениц, гильзы, поршни, зубчатые колеса и др. Обкаткой роликами обрабатывают шейки валков и другие детали. Дробеструйной обработке подвергают изделия из сталей после нормализации или закалки, в том числе закалки ТВЧ. В последнем случае при наклепывании происходит превращение остаточного аустенита в мартенсит, что дополнительно повышает прочность. Этот способ обработки эффективен и для деталей из чугуна. Основными преимуществами этого метода упрочнения деталей являются простота и высокая производительность. В ряде случаев (при обкатке роликами) не требуется специализированное оборудование.
В заключение следует отметить, что во всех рассмотренных случаях сущность поверхностного упрочнения сводится к повышению плотности и дислокаций, так как чем выше плотность дислокации, тем выше напряжение.
Разобранные виды упрочняющей обработки деталей машин являются основой для создания деталей, обладающих требуемой конструкционной прочностью. Рациональное использование упрочняющей обработки позволяет экономить материал за счет более полного использования ресурсов свойств, которыми обладает данный материал.
Нормализация стали
Нормализация — вид термической обработки стали, заключающийся в нагреве её выше верхней критической точки, выдержке при этой температуре и последующем охлаждении на спокойном воздухе. Цель нормализаций — придание металлу однородной мелкозернистой структуры (не достигнутой при предыдущих процессах — литье, ковке или прокатке) и как следствие — повышение его механических свойств (пластичности и ударной вязкости).
При нормализаций низко- и среднеуглеродистой стали происходит распад аустенита (одна из структурных составляющих железоуглеродистых сплавов, твёрдый раствор углерода (до 2%)и легирующих элементов в железе) с образованием смеси феррита (структурная составляющая сплавов железа, представляющая собой твёрдый раствор углерода и легирующих элементов в a-железе) с перлитом (представляет собой эвтектоидную смесь двух фаз — феррита и цементита (карбид железа Fe3 C, фазовая и структурная составляющая железоуглеродистых сплавов)) или сорбитом.
Более упрощено это выглядит так – эвтектоидная смесь феррита с цементитом растет от отдельных центров в виде колоний. Важнейшей характеристикой эвтектоида является дисперсность феррита и цементита внутри его колоний. Мерой этой дисперсности служит межпластинчатое расстояние Δ0 (рис. 2).
Межпластинчатым расстоянием называется средняя суммарная толщина соседних пластинок феррита и цементита.
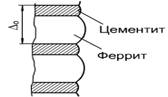
Рис. 2. Схема феррито-цементитной структуры.
В зависимости от дисперсности пластин в эвтектоиде его называют перлитом, сорбитом или трооститом. Перлит образуется при небольших степенях переохлаждения (охлаждение с печью со скоростью в несколько градусов в минуту), и строение его можно выявить при малых и средних увеличениях микроскопа. Сорбит образуется при несколько больших степенях переохлаждения (охлаждение на воздухе со скоростью в несколько десятков градусов в минуту). Поэтому он более дисперсен, и микростроение сорбита выявляется только при больших увеличениях микроскопа.
Троостит образуется еще при больших степенях переохлаждения, и его внутреннее строение трудно выявить даже при очень больших увеличениях светового микроскопа. С увеличением дисперсности эвтектоидной смеси возрастают твердость, предел прочности и предел текучести.
Так как подразделение эвтектоида на перлит, сорбит и тростит условно и между ними нет четкой границы, то их различают по твердости. Например, в стали У8 твердость перлита 170 – 230 HB, сорбита 230 – 330 HB, троостита 330 – 400 HB.
Режим нормализаций определяется температурой нагрева (аустенитизации) рис. 3, временем выдержки при этой температуре и скоростью охлаждения. Температура нагрева при нормализаций на 30—50 °С выше верхней критической точки (выше линии GSE). Время выдержки должно быть минимальным, обеспечивающим равномерный прогрев по сечению изделия. Скорость охлаждения на спокойном воздухе обычно составляет 150—250 °С/ч; однако при нормализаций массивных изделий скорость охлаждения должна регламентироваться в зависимости от их размеров и состава стали в соответствии с кинетикой превращений аустенита. Увеличение скорости нагрева, минимально возможные температуры и время выдержки обеспечивают получение более мелкого зерна аустенита и более дисперсной смеси перлита или сорбита с ферритом.
После нормализации сталь должна иметь большую прочность, чем после отжига. Нормализацию применяют чаще как промежуточную операцию для смягчения стали перед обработкой резанием, для устранения пороков строения и общего улучшения структуры перед закалкой. Таким образом, назначение нормализации как промежуточной обработки аналогично назначению отжига. Так как нормализация гораздо выгоднее отжига (охлаждение не с печью, а на воздухе), то ее всегда следует предпочесть отжигу, если оба эти вида обработки дают одинаковые результаты. Но нормализация не всегда может заменить отжиг как операция смягчения стали.
Нормализацию широко применяют вместо смягчающего отжига к малоуглеродистым сталям, в которых аустенит слабо переохлаждается. Но она не может заменить смягчающий отжиг высокоуглеродистых сталей, которые весьма ощутимо упрочняются при охлаждении на воздухе из-за значительного переохлаждения аустенита.
В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки АС m (линия SE) вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе он не успевает образовать грубую сетку, понижающую свойства стали.
|
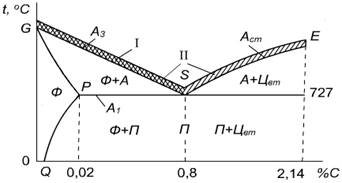
Рис. 3. Интервал температур термической обработки (І – полный отжиг, ІІ – нормализация).
Латунь – свойства, применение, маркировка.