Контрольная работа: Переработка полимеров и полимерных материалов
Изготовление изделий формованием представляет собой процесс, при котором лист из термопластичного полимера, нагретый до температуры размягчения, подвергают вытяжке, придавая ему необходимую конфигурацию, а затем производят охлаждение. Для формования используют полимерные материалы, имеющие выраженную область высокоэластичного состояния. Наиболее легко формуются изделия из аморфных полимеров и несколько сложнее c кристаллических.
Методом формования изготавливают изделия различной конфигурации, имеющие одинаковую толщину всех стенок. Особенно широко применяется формование при изготовлении крупногабаритных изделий (ванны, панели холодильников) или тонкостенных изделий (упаковочная тара), когда литье под давлением неприменимо. Очень выгодно использовать данный метод при мелкосерийном производстве, так как технологическая оснастка намного проще и дешевле, чем литьевые формы.
Придание необходимой конфигурации осуществляется или в высокоэластическом состоянии, или несколько выше температуры текучести за счет растяжения полимера, при этом действующими являются нормальные напряжения. Кроме того, у кристаллизующихся полимеров могут протекать фазовые переходы, обусловленные нагреванием и охлаждением. Из химических процессов следует назвать окисление и деструкцию, вызываемые чрезмерно высокой температурой полимера при формовании. Однако при правильно выбранном технологическом режиме эти реакции протекают незначительно.
Технологический процесс формования может осуществляться штампованием, пневмо- или вакуумформованием.
Время охлаждения зависит от температуры формы, температуропроводности и толщины стенки изделия. Чем ниже температура охлаждающей поверхности, тем меньше время охлаждения, однако при очень резком охлаждении может произойти коробление изделий, особенно при изготовлении их из полиэтилена высокой плотности. При низкой температуре формы затрудняется оформление ребер или острых углов, при высокой температуре формы на изделии после его извлечения могут появиться гофры или складки, вызванные неравномерной усадкой. Температура формы при переработке кристаллизующихся полимеров влияет на скорость кристаллизации, степень кристалличности и соответственно на качество изделий.
В процессе охлаждения происходит усадка изделий, которая зависит от степени ориентации макромолекул полимера. При формовании на пуансоне усадка обычно меньше, так как он препятствует уменьшению линейных размеров, однако при этом затрудняется съем изделий. Особенно опасно это при формовании изделий из жестких полимеров, поскольку усадка может привести к растрескиванию изделий на пуансоне.
МЕТОДЫ ФОРМОВАНИЯ:
Штампование.
Холодная штамповка осуществляется благодаря способности аморфных полимеров к вынужденной эластичности, а кристаллических — к значительным деформациям ниже температуры плавления. Заготовка заданного объема, нагретая до сравнительно низкой температуры (ниже температуры стеклования или ниже температуры плавления, в случае кристаллических полимеров), деформируется в замкнутой пресс-форме с высокой скоростью; удельные давления формования могут достигать 150-200 МН/м2 . Необходимость охлаждения изделия в форме из-за низкой температуры формования практически отпадает.
Горячая штамповка предполагает использование предварительно нагретой заготовки; в зависимости от вида перерабатываемого материала процесс формования осуществляется либо за счет высокоэластической, либо за счет пластической деформации. После завершения процесса формования готовое изделие охлаждают в форме, снабженной системой охлаждения. Необходимое давление составляет 10-70 МПа.
Формование листовых заготовок с использованием штампов проводится на прессах, с помощью которых создается необходимое усилие. В зависимости от конструкции формы различают три способа: 1) штампование между матрицей и пуансоном; 2) штампование в матрицу эластичным пуансоном; 3) формование толкателем.
При штамповании между матрицей и пуансоном лист 3 закрепляют между двумя рамами 2, нагревают и укладывают на матрицу 4 (рис. 2). При опускании пуансона лист деформируется и приобретает форму пуансона и матрицы. Поскольку зажимная рама несколько больше матрицы, то вытяжка вначале происходит по всей поверхности листовой заготовки, обеспечивая хорошую равнотолщинность.
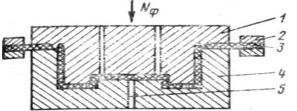
Рис.2. Штамповании между матрицей и пуансоном.
В конце смыкания заготовка пережимается пресс-кантами пуансона (выступами) и изделие вырубается по контуру формы. Воздух из полости формы в момент опускания пуансона удаляется по воздушным каналам 5.
Данный способ применяется для изготовления изделий сложной конфигурации, так как с помощью пресса можно создать большое усилие формования. К недостаткам метода относится высокая стоимость формы, в которой необходимо обеспечить точное соответствие размеров матрицы и пуансона. При отклонении сопрягаемых размеров может произойти пережатие листа или недооформление изделия.
Штампование эластичным пуансоном в матрицу применяется при изготовлении изделий небольшой глубины и несложной конфигурации. Разогретый лист 2 укладывают на матрицу 3, а затем проводят формование (рис. 3). В качестве эластичного пуансона применяют толстый слой губчатой резины или резиновую диафрагму. При создании давления губчатая резина 1 деформируется и производит вытяжку заготовки 2, плотно прижимая ее к матрице 3.
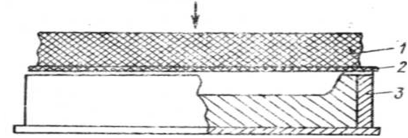
Рис.3 Штампование эластичным пуансоном в матрицу.
Резиновая диафрагма закрепляется на поддоне, а пространство между поддоном и мембраной заполняется жидкостью, которая распределяет давление по всей поверхности. При смыкании формы происходит деформация мембраны и она осуществляет вытяжку листовой заготовки, плотно прижимая ее к матрице, после чего изделие охлаждается.
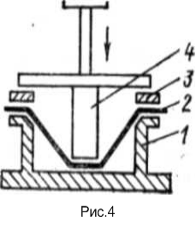
Формование толкателем применяется для изготовления изделий простой конфигурации в виде усеченного конуса, пирамиды и их разновидностей. Форма изделия определяется конструкцией зажимной рамы и толкателя. Так, если использовать круглую раму и квадратный толкатель, то основание изделия будет в виде квадрата, а верх конический. Изделия изготовляются в такой последовательности. Разогретый лист 2 укладывают на поддон 1, прижимают рамой 3, а затем с помощью толкателя 4 проводят формование изделия (рис.4) Основным недостатком данного метода является медленное охлаждение изделия, так как оно не всей поверхностью соприкасается с пуансоном и поддоном. Этот метод непроизводителен, поэтому применяется сравнительно редко.
Метод штамповки отличается высокой производительностью, однако связан с использованием дорогостоящей оснастки, поэтому его применение целесообразно только при производстве крупносерийных изделий с переменной толщиной стенки, повышенной точностью размеров и рельефной поверхностью.
Пневмоформование.
Вытяжка листа при пневмоформовании осуществляется за счет усилия, создаваемого сжатым воздухом. В зависимости от конструкции формы существуют три разновидности способа:
1) свободное выдувание; 2) пневмоформование в матрицу;
3) пневмоформование в матрицу с вытяжкой заготовки толкателем.
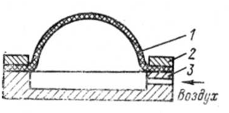
Свободное выдувание. Лист 1 укладывают на поддон (рис.5) и закрепляют рамой 2. Подводится инфракрасный нагреватель, и листовая заготовка разогревается. Затем через отверстие в поддоне подается сжатый воздух, под действием которого лист вытягивается и образуется изделие в виде полусферы. Высота изделия регулируется давлением. Охлаждение проводится за счет обдува струей воздуха. Для того чтобы изделия получались определенной высоты, иногда применяют ограничители в виде скобы или с плоским дном. При касании полусферы и ограничителя происходит срабатывание электромагнитного клапана и подача воздуха в поддон прекращается.