Контрольная работа: Перспективы развития автоматизированных заводов будущего
Промышленно развитые страны реализуют большие программы по изучению, разработке и опытному созданию комплексных автоматизированных гибких компьютеризированных производств, конкретно автоматизированных заводов (A3) для условий серийного производства с постоянным изменением выпуска конкурентоспособной продукции. Эти программы, как правило, осуществляются правительством, университетами и промышленностью и являются перспективными национальными программами.
Согласно прогнозам ученых, полностью автоматизированные заводы для производства машиностроительной продукции, управляемые от ЭВМ, будут созданы уже к концу XXI века. Переход на изготовление нового вида изделий (автомобиль, трактор, холодильник и т.д.) на этих A3 должен пройти следующие этапы:
- подготовка производства на основе маркетинга продукции;
- опытное производство, изготовление первых образцов изделий (общий выпуск до 50 шт.), необходимых для проведения исследовательских работ и отработки конструкторской и технологической документации для опытно-промышленного производства;
- опытно-промышленное производство, одновременное или последовательное изготовление изделий партиями (общий выпуск 1000— 10000 шт./год). Это количество изделий необходимо для испытаний в производственных условиях и доработки по их результатам конструкторской и технологической документации для установившегося производства;
- установившееся производство, выпуск изделий в год по конструкторской и технологической документации, отработанной на момент пуска. Установившееся производство может быть одно- или многономенклатурным. Во втором случае осуществляется групповое изготовление на ГАУ, ГАЛ, АЛ или другом оборудовании изделий, заранее известных и аналогичных по обрабатываемым поверхностям и технологическому процессу. Изготовление изделий может осуществляться последовательно, параллельно или параллельно-последовательно при различном уровне автоматизации переналадки оборудования;
V- изготовление запасных деталей. Это производство сохраняется как во время выпуска изделия, так и после его окончания, однако число их постепенно уменьшается. Для изготовления запасных частей в зависимости от потребностей используют оборудование, применявшееся ранее в условиях опытного, опытно-промышленного или установившегося производства.
Для каждого этапа производственного цикла выпуска нового изделия в A3 необходимо создать свой тип высокопроизводительного гибкого оборудования.
Организация производства нового изделия строится так, чтобы между отдельными этапами этого процесса была взаимосвязь, прежде всего в подготовке производства и отработке технологического процесса, в том числе управляющих программ, конструкций оборудования, инструментов, транспортных средств и других компонентов A3. Фактически на каждом этапе подготовки производства нового изделия проводятся свои научно-исследовательские и опытно-конструкторские работы (НИОКР).
Подготовка производства на A3 заключается в изучении рынков сбыта и приспособлении производства к их требованиям, активному воздействию на рыночные процессы потребителей с целью увеличения сбыта и получения прибыли. В рамках подготовки производства выполняются НИР и ОКР по созданию новой продукции, отработки надежных технологических процессов, обеспечивающих стабильное качество продукции, организуются конкурентоспособные производства, необходимый сервис, а также оптимальные системы стимулирования сбыта и продвижения продукции на рынок.
Опытное производство A3 для выпуска нового изделия. Технологичность конструкций изготовляемых деталей не отработана. Номенклатура деталей, закрепленная за каждым станком или гибким производственным модулем (ГПМ), достаточно широка, так за многоцелевым станком закрепляется до 100 наименований корпусных деталей. Распространенный размер партии деталей, изготовленных по одной программе, 3-15 шт., повторяемость партии - до 5 раз в год. ГПМ эффективны при годовом выпуске любого из 40-800 типоразмеров деталей, равном 20-500 шт.
Оборудование для такого производства максимально универсально, прежде всего это оборудование с ЧПУ. Опыт ряда заводов показал, что принцип разделения операций в рассматриваемом случае не полностью пригоден. С учетом большого припуска на заготовках черновую и чистовую обработку эффективно выполнять на интегрированном оборудовании - многоцелевых станках с ЧПУ и ГПМ. Совмещение операций на одном станке в сравнении с действующим производством на базе нескольких станков с ручным управлением дает ряд преимуществ: сокращение рабочего цикла и затрат на оснастку; высвобождение значительного количества оборудования и сокращение численности обслуживающего персонала, повышение качества обработки. Улучшение технологичности конструкции изготовляемых деталей обеспечивается уже на этапе опытного производства. В условиях такого производства механообрабатывающее оборудование может быть объединено в ГАУ, в том числе на базе РТК. Возможно использовать и отдельные станки с ЧПУ, не связывая их общими транспортной системой и системой управления. Выбор решения зависит от состояния технических средств, обеспечивающих работу оборудования в мелкосерийном производстве.
В условиях опытного производства находит применение комплексная автоматизированная система проектирование - изготовление, при которой на производственном уровне интегрированы функции автоматизированных проектирования, производства и управления.
Для условий опытно-промышленного производства A3 оборудование должно отвечать требованиям серийного производства и обеспечивать изготовление деталей при постоянном числе партий и деталей в партии, а также при переменных маршрутах технологического процесса. В этом случае номенклатура деталей и партии их запуска известны. Однако условия рынка и испытания продукции A3 могут быть такими, что возникает необходимость в конструктивной доработке, а следовательно, изменения технологических процессов изготовления, изменения последовательности технологических операций, существенного сокращения номенклатуры деталей (до 20 наименований), закрепленных за отдельным станком. Применение ГПС целесообразно, если в течение года каждый из 5-100 типоразмеров (наименований) деталей надо изготовить партии общим числом 50-2000 шт. Однако общее число деталей, необходимых для изготовления, например автомобиля, может достигать сотен наименований (при этом часть их может поступать по кооперации). Опытно-промышленное производство A3 реализуется на ГПМ и ГАУ. Такие участки должны создаваться путем сочетания многоцелевых станков и станков для одновременной многосторонней и многоинструментной обработки, объединенных гибкой транспортной системой и единой системой управления на базе ЭВМ.
В условиях серийного производства внедрение САПР (типа CAD/CAM) направлено на автоматизацию конструкторской и технологической подготовки производства, разработки управляющих программ, организации планирования и управления производством A3 в целом с выходом на уровень ГАУ и др.
Для установившегося производства A3 могут быть две различные структуры функционирования: массовое (крупносерийное) и изменяющееся серийное производство.
Для A3 с массовым и крупносерийным производством число партий деталей, размер партии и технологический процесс постоянны. Если номенклатура изготовляемых деталей больше единицы, то оборудование переналаживаемое в заранее заданных пределах. Установившееся производство деталей, как правило, стабильно и строится на базе АЛ, в том числе ГАЛ. Вместе с тем в процессе эксплуатации этого оборудования (8-12 лет) обычно 2-3 раза изменяется выпускаемая продукция, что приводит к необходимости модернизации оборудования.
Модернизация действующего оборудования связана с изготовлением новых или частичной заменой зажимных приспособлений и транспортных устройств, необходимостью нового или существенного изменения набора режущих инструментов, а следовательно, и шпиндельных коробок, изменением средств измерения, системы управления и других элементов АЛ.
Для A3 с изменяющимся серийным производством при индивидуальных требованиях к продукции (позаказная система) имеются принципиальные отличия от A3 для выпуска продукции массового производства. Основная информация, необходимая для заказа продукции и поступающая на вход такого завода, - конструкторские идеи и технические требования к продукции с учетом тенденций ее развития на последующие 10-15 лет и требований рынка. На выходе завода необходимо получить продукцию, полностью собранную, проверенную и готовую к использованию в соответствии с производственным назначением, а главное - конкурентоспособную на рынке.
Проектирование продукции осуществляется по заданию заказчика в режиме диалога оператора с ЭВМ. Оператор выдает концепцию продукции и технические требования к ней, а ЭВМ запоминает, стандартизирует информацию и производит необходимые расчеты. В процессе проектирования ЭВМ может непрерывно запрашивать и учитывать информацию о себестоимости и производительности реального оборудования и процессов производства. Затем ЭВМ, используя эту информацию, определяет оптимальные условия для обеспечения минимальной себестоимости высокого качества и максимальной производительности. Эта же информация используется для производственного планирования в целях оптимизации процесса обработки (путем выбора соответствующего оборудования, технологических процессов, последовательности операций, условий обработки и др.), а также для управления автоматизированными станками и оборудованием.
Указанные станки и оборудование самонастраиваются, автоматически (с помощью роботов или других технических средств) загружаются и разгружаются заготовками (деталями). При переходе на новую операцию выбирают автоматически из магазина инструмент, режимы обработки, средства контроля. На этих станках и оборудовании осуществляются различные операции обработки резанием, лучом лазера и давлением, а также термическая обработка, контроль и сборка. Обратная связь от станков и другого оборудования осуществляется через специальные контуры.
Система непрерывно принимает информацию о реальных характеристиках оборудования и процессов, сравнивает их с "идеальными" - запланированными. Если обнаруживаются отклонения от запланированной программы работ, то система отвергает первоначальный вариант производства и, осуществляя динамическое планирование, регулируя условия работы станков и процессов, добивается, чтобы производство работало в оптимальном режиме. Тем временем станки и оборудование осуществляют самодиагностику. Если при этом обнаруживается возможность отказа какого-либо узла, то принимаются необходимые корректирующие действия, включающие замену вышедшего из строя модуля в системе. Более того, встроенные в станки приборы и контрольные машины автоматически контролируют изделия на всех этапах производства с тем, чтобы любое отклонение от заданных технических требований автоматически корректировалось. Таким образом, окончательно собранное изделие оказывается полностью проверенным и соответствует предъявляемым к нему техническим требованиям.
Таким образом, автоматизированный (автоматический) завод как комплексная производственная система состоит из аппаратных элементов (технологических, транспортных, управляющих, вычислительных и др.) и математического обеспечения, которые включают средства для проектирования продукции, ее изготовления, производственного планирования и контроля. Функционирует завод в три смены, причем во вторую и третью смены с ограниченным персоналом.
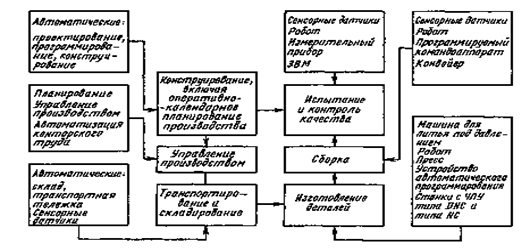
На рис. 1 в качестве примера приведена принципиальная схема функционирования завода-автомата фирмы Toshiba (Япония) для позаказного серийного производства продукции. На заводе роль связующего звена между технологическим процессом и системой обработки данных выполняют сенсорные датчики: они регистрируют технологические параметры и производственные данные о состоянии процесса обработки. Общая автоматизация производства и управление производством осуществляется с помощью сети ЭВМ.
На рис. 2 приведена схема расстановки оборудования на первом и втором этажах из проекта A3 "Красный пролетарий", создаваемого на Московском станкостроительном заводе "Красный пролетарий" (МСПО). A3 "Красный пролетарий" предназначен для изготовления токарных станков с ЧПУ, станков с ручным управлением по индивидуальным заказам, а также другой продукции, соответствующей конъюнктуре рынка и по технологическим параметрам, точностным показателям и габаритным размерам удовлетворяющей требованиям производства. Первый этаж представляет собой механосборочное производство, где выделены: общезаводские склады заготовок, полуфабрикатов, готовых деталей, собранных узлов, комплектующих; ГАУ для производства станин, тел вращения, сборки узлов, в том числе нанесения эпоксидного компаунда при монтаже узлов на станке; ГАУ для сборки шпиндельных узлов и др. Специальные участки предназначены для сборки и общего монтажа и испытания станков. В составе производства первого этажа есть термоконстантный участок для сборки станков повышенной точности. Готовая продукция упаковывается. Транспортные потоки между отдельными ГАУ и производственными участками, складами обеспечивается транспортной системой на базе робокар грузоподъемностью 1, 2, 5 и 10 тонн.
Связь первого и второго этажа осуществляется через систему лифтов. На втором этаже расположены участок окраски штампосварных и литых деталей, узлов в сборе. Здесь расположено электромонтажное производство и участок консервации и упаковки. На площадках A3 расположены технические средства интегрированной автоматизированной системы управления (ИАСУ), конторские и другие помещения.
На рис. 3 приведен вариант фрагмента проекта производственного и учебного цеха-полигона A3 по производству вырубных штампов и пресс-форм, создаваемого на Тверском заводе штампов. Цель создания этого A3 — не только изготовление продукции в условиях индивидуального и мелкосерийного производства, но и организация специального учебного центра подготовки кадров для работы в условиях высокоавтоматизированного компьютеризированного производства.
На рис. 4 приведена типовая укрупненная функциональная схема задач, решаемых интегрированной автоматизированной системой управления (ИАСУ) A3, построенной на базе использования вычислительной техники и реализуемой в отечественных проектах.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--