Контрольная работа: Перспективы развития автоматизированных заводов будущего
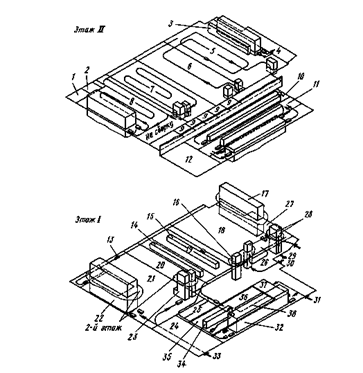
Рис. 2 - Схема расположения оборудования и служб из проекта A3 "Красный пролетарий"
Этаж : 1 - Служба завода; 2 - диспетчерская АСУ завода; 3 - склад цеха консервации и упаковки; 4 - участок нанесения компаунда; 5 - цех консервации и упаковки продукции; 6 - участок окраски изделия в сборе; 7 - участок окраски литых деталей; 8 - участок окраски штампосварных деталей; 9 — вспомогательные производственные участки; 10 — электромонтажный цех; 11 - участок входного контроля узлов; 12 - конторские и бытовые помещения. Этаж /: 13 — склад комплектующих изделий и деталей; 14 — склад комплектующих участка узловой сборки; 15 — склад участка сборки и общего монтажа станков; 16 — склад длинномерных изделий; 17 — склад № 2 деталей и заготовок; 18 — участок испытания станков; 19 - участок сборки и общего монтажа станков; 20 - ГАУ обработки тел вращения; 21 — ГАУ обработки станин; 22 — склад № 1 деталей и заготовок; 23 - склад станин; 24 — конторские и бытовые помещения служб завода; 25 — участок сборки электрошкафов; 26 - выходной поток готовой продукции; 27 - участок нанесения эпоксидного компаунда; 28 - лифты грузоподъемностью 20 т между первым и вторым этажами; 29 - выходной поток упакованной продукции; 30 - входной поток готовых деталей, материалов и комплектующих изделий, отправляемых заказчику в качестве комплектации оборудования; 31 - входной поток деталей, материалов, заготовок и комплектующих для изготовления и сборки станков; 32 - промежуточный склад комплектующих изделий и деталей; 33 — входной поток станин, крупногабаритных заготовок и деталей; 34 - ГАУ обработки ответственных деталей шпиндельных узлов; 35 — термоконстантный участок; 36 - участок общего монтажа и испытания станков; 37 - участок распаковки и расконсервации поступающих на завод заготовок и комплектующих; 38 - участок финишной обработки ответственных деталей
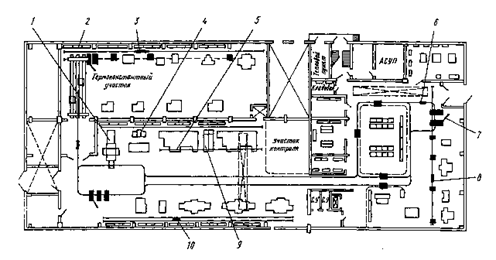
Рис. 3 - Фрагмент механообрабатывающего производства на A3 "Тверской завод штампов" (производственный и учебный цех-полигон):
I - вертикальный накопитель; 2 - подвесной манипулятор; 3, 5, и 8 - транспортный робот для загрузки заготовок на группу станков; 4 - накопитель и загрузочное устройство; - подвесной монорельсовый конвейер; 7- поворотный робот; 9- промежуточный магазин; 10 - транспортная тележка-накопитель
Программно-аппаратная реализация подсистем ИАСУ базируется на ПЭВМ типа РС/АТ-486 и РС/АТ-386, связанных сегментированной ЛВС на базе моноканала Ethernet (IEEE 802.3). Службы корпуса, производственные участки используют отдельные сегменты сети, развязанные с основной магистралью посредством сетевых мостов (Bridge). Такая архитектура ЛВС учитывает особенности метода доступа CSMA/CD (Ethernet) и позволяет снизить нагрузку на моноканал и повысить производительность ЛВС. Внутри сегментов, имеющих небольшую протяженность (менее 200 м), может использоваться "тонкий" (thin) Ethernet ver. 2. Каждый сегмент имеет собственный файл-сервер для хранения данных, используемых ПЭВМ рабочими станциями) данного сегмента. Кроме того, рабочие станции сегментов имеют доступ к файл-серверам других сегментов.
Взаимодействие с оборудованием осуществляется путем обмена данными между ПЭВМ и устройствами программного управления по каналам связи с помощью многоканальных мультиплексоров для ПЭВМ, реализующих интерфейс ИРПС. К ПЭВМ подключаются удаленные терминалы, устанавливаемые в службах и на рабочих местах участков.
Для управления цикловым оборудованием применяются программируемые логические контроллеры (ПЛК), связанные с ЛВС магистралью типа "BitBus", выходящей на одну из ПЭВМ АСУ ПУ.
Прикладное программное обеспечение подсистем ПАСУ разрабатывается на основе систем Clipper-5 и Microsoft-C с библиотекой CodeBase в средах Windows последних поколений.
A3 строится на сочетании прогрессивных техники и технологии производства и управления с качественно новой квалификацией обслуживающего персонала.
В развитых странах мира в основном в опытно-промышленной эксплуатации находятся около 20 A3 с различным уровнем автоматизации подготовки производства, производственных процессов и процессов управления.
Анализ на концептуальном уровне создания A3 в отечественной промышленности показал, что его пуск в промышленную эксплуатацию должен обеспечить рост следующих показателей: производительности труда -в 8-10 раз; фондоотдачи - 1,1-1,5 раза; выпуска продукции на единицу производственной площади - 1,5-2,5 раза; степени производственно-технологической интеграции - 6-8 раз; степени эффективности автоматизации - 3-4 раза; показателей работы основного оборудования - 1,5-2 раза. При этом одновременно происходит сокращение: длительности производственного цикла изготовления продукции для сложных изделий в 2-3 раза, для простых изделий в 8-10 раз; максимального разброса договорного срока поставки продукции в 8-10 раз.
АСУ ОТ (цеха) - автоматизированная система организационно-технологического управления; АСО ДУ - автоматизированная система оперативно-диспетчерского управления
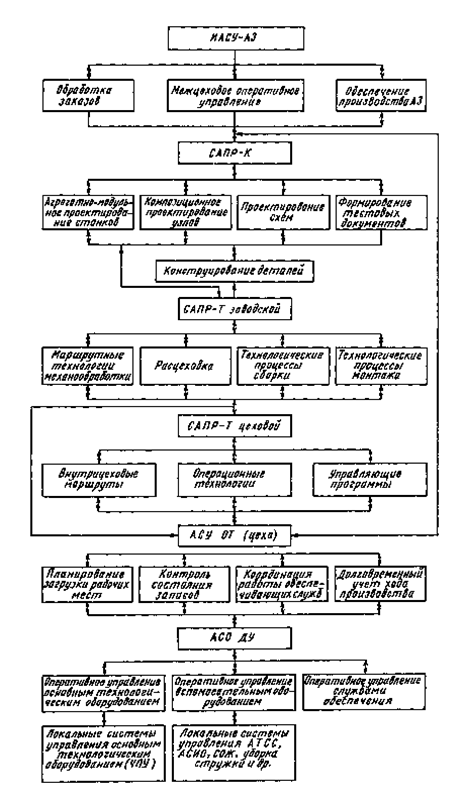
Рис. 4 - Укрупненная функциональная схема ИАСУ A3
Список литературы
1. Н.П.Меткин, М.С.Лапин, С.А.Клейменов, В.М.Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
2. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД "Профессионал", 2004. – 304 с.
3. Роботизированные технологические комплексы/ Г. И. Костюк, О. О. Баранов, И. Г. Левченко, В. А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет "ХАИ", 2003. – 214с.
4. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э.Баумана; Изд-во МГТУ "Станкин", 2000. - 584 с.
5. Гибкое автоматическое производство/под.ред. С.А.Майорова. – М.: Машиностроение, 1985. – 456с.
6. Иванов А.А. ГПС в приборостроении. – М.: Машиностроение,1988. – 282с.
7. Морозов В.П., Дымарский Я.С. Элементы теории управления ГАП. – Л.: Машиностроение, 1984. – 364с.