Контрольная работа: Пластмассы и их основные компоненты. Сварка металлов и ее назначение
В состав пластмасс часто вводят стабилизаторы – вещества, предотвращающие разложение полимерных материалов во время их переработки и эксплуатации под воздействием света, влажности, повышенных температур и других факторов. Для стабилизации используют ароматические амины, фенолы, сернистые соединения, газовую сажу.
Красители добавляют для окрашивания пластических масс. Применяют как минеральные красители (мумия, охра, умбра, литопон, крон и т. д.), так и органические (нигрозин, родамин).
Смазочные вещества – стеарин, олеиновая кислота, трансформаторное масло – снижают вязкость композиции и предотвращают прилипание материала к стенкам пресс-формы.
1.2 Слоистые пластические материалы
Материалы, получаемые при соединении между собой наложенных друг на друга нескольких слоев волокнистых наполнителей (ткани, бумаги, древесины и т. п.), пропитанных синтетическими смолами, называются слоистыми. Слоистые пластмассы выпускают либо в виде полуфабриката, представляющего собой листы наполнителя, пропитанные смолой, либо в виде отпрессованных заготовок: листы, плиты различной толщины, трубы различных диаметров, стержни, диски, либо в виде фасонных изделий. Плиты изготовляют, пропитывая наполнитель смолой и раскраивая его на листы, которые складывают друг с другом в пакеты заранее установленной толщины. Пакет прессуют при давлении 8 - 10 МПа и температуре 140 - 160 °С.
Необходимость предварительно раскраивать листы наполнителя, пропитанного смолой, и собирать пакеты приводит к тому, что из слоистых пластмасс преимущественно формуют заготовки. Поэтому для слоистых пластмасс механическая обработка является одним из основных методов их переработки в изделия. Слоистые пластмассы отличаются анизотропией свойств, особенно это касается механической прочности. Наиболее прочен материал вдоль нитей основы ткани или волокон шпона.
Промышленность выпускает следующие виды слоистых пластмасс: гетинакс, текстолит, асботекстолит, ДСП, стеклотекстолит и др.
Гетинакс – слоистая пластмасса на основе фенолоформальдегидной смолы и листов бумаги. Гетинакс выпускают марок А, Б, В, Г. Гетинакс марок Д и В имеет повышенные электрические свойства, марок Б и Г – повышенную механическую прочность. Гетинакс выпускают в виде листов толщиной 0,5 - 50 мм, стержней диаметром до 25 мм и трубок различных диаметров. Гетинакс применяют главным образом как электроизоляционный материал. Выпускают также декоративный гетинакс для отделочных работ.
Текстолит – слоистая пластмасса, где в качестве наполнителя используется хлопчатобумажная ткань, в качестве связующего – фенолоформальдегидная смола.
Текстолит обладает относительно высокой механической прочностью, малой плотностью и высокими антифрикционными свойствами, высокой стойкостью к вибрационным нагрузкам и хорошими диэлектрическими свойствами. Теплостойкость текстолита 120 - 125 °С. Текстолит нашел широкое применение как заменитель цветных металлов для вкладышей подшипников прокатных станов, как конструкционный и поделочный материал в машиностроении, для изготовления направляющих роликов в самолетах, шестерен в автомобилях и др. Текстолитовые шестерни в отличие от металлических работают бесшумно.
Электротехнический текстолит применяют для изготовления электроизоляционных изделий повышенной прочности для работы на воздухе и в трансформаторном масле.
Асботекстолит представляет собой слоистую пластмассу с наполнителем из асбестовой ткани и связующим – фенолоформальдегидной смолой. Он имеет высокую теплостойкость – до 250 °С. Асботекстолит применяют преимущественно в качестве теплоизоляционных облицовок для тормозных колодок и дисков сцепления, так как он обладает большим коэффициентом трения.
Древеснослоистый пластик (ДСП) – пропитанный небольшим количеством фенолоформальдегидной смолы, спрессованный древесный шпон. ДСП имеет высокую механическую прочность, пониженную влагостойкость и худшие диэлектрические показатели.
Дельта-древесина, как и другие виды ДСП, применяется как конструкционный, обшивочный и поделочный материал в машиностроении, как заменитель цветных металлов для изготовления шкивов, вкладышей подшипников, втулок, шестерен, опорных рам.
Стеклотекстолит изготовляют прессованием пакета стеклоткани, пропитанной смолой. Выбор связующего определяется назначением стеклотекстолита, и способом изготовления изделия. Так, стекло-текстолит КАСТ получают при использовании смеси фенолоформальдегидной смолы с поливинилацетатами, стеклотекстолит ВФГ – полисилоксана и полиацеталя, стеклотекстолит ЭФ-32-301 – при использовании эпоксидной смолы.
Диаметр стекловолокна в стеклоткани составляет 3,5 - 5 мкм. Связующее в стеклотекстолите выполняет роль клея, и его содержание не превышает 25 - 30%, иначе прочность изделия снижается.
Из пакета пропитанной стеклоткани прессуют листы, плиты, трубы. Стеклотекстолит применяют для изготовления сильно нагруженных конструкционных изделий, работающих в сухих и влажных средах, при температурах до 350 °С, стойких к растворам электролитов, маслам и жидким топливам, а также изделий, которые должны обладать высокими диэлектрическими свойствами и радиопрозрачностью. Он нашел также широкое применение для изготовления разнообразных высоконагруженных крупногабаритных изделий (кузовов легковых автомобилей, автобусов, кабин грузовых автомашин, лодок, катеров, авто- и железнодорожных цистерн, емкостей и аппаратуры химической промышленности).
2 Сварка металлов и ее назначение. Технология электросварки
Сваркой называют технологический процесс получения неразъемных соединений заготовок посредством установления межатомных и межмолекулярных связей между свариваемыми частями, что возможно при сближении атомов на расстояние, близкое к параметру кристаллической решетки.
Сварочные процессы применяют для изготовления сварных конструкций, исправления брака литья и восстановления поломанных и изношенных изделий.
Развитие сварки (особенно в последние годы) привело к появлению новых ее видов и расширению возможностей и области ее применения. Новые виды сварки вследствие высокой концентрации энергии и малой длительности процесса (сварка электронным лучом, взрывом, лазерная, ультразвуковая, холодная сварка) характеризуются отсутствием реакций образования оксидов и других соединений от взаимодействия свариваемых металлов с газами, флюсами, что обеспечивает прочность сварки и возможность соединения материалов, которые не свариваются традиционными способами.
Свариваются между собой как однородные металлы, так и разнородные (например, сталь с медью, медь с алюминием), а также металлы с неметаллами (керамикой, стеклом, керметами и др.), пластмассы. ГОСТ 19521 - 74 определяет три класса сварки: термический, механический и термомеханический.
К термическому классу относятся виды сварки плавлением, когда металл кромок свариваемых частей расплавляется, образуя сварочную ванну (иногда вместе с присадочным металлом), а затем затвердевает, образуя сварной шов. Тепловая энергия, необходимая для этого, получается при преобразовании электрической или химической энергии. К этому классу относятся дуговая, электрошлаковая, плазменная, электронно-лучевая, лазерная, газовая, термитная сварка.
К механическому классу относятся те виды сварки, при которых определяющим фактором является пластическое деформирование, возникающее под влиянием давления в поверхностных слоях соединяемых частей, в результате чего в зонах контакта дробятся и вытесняются адсорбированные включения кислорода, азота, паров воды, жировых загрязнений, происходит смятие выступов и заполнение впадин от шероховатости поверхностей, увеличение активных площадок взаимодействия, сближение атомов до размеров атомных радиусов, обобщение их электронов и образование благодаря этому сварного соединения. К механическому классу относятся холодная, ультразвуковая сварка, сварка взрывом, трением.
К термомеханическому классу относятся те виды сварки, при которых для образования сварного соединения используют тепловую энергию и внешнее давление. К этому классу относятся контактная, газопрессовая, диффузионная и другие виды сварки.
Для изготовления сварных конструкций применяют следующие основные типы соединений: стыковое, внахлестку, заклепочное, угловое и тавровое. Стыковые соединения с отбортовкой (рис. 1, 1) применяют при толщине листа до 3 мм, листы толщиной 3 - 8 мм сваривают без разделки кромок (рис. 1, 2), при толщине листов до 15 мм применяют V-образную разделку кромок (рис. 1, 3), при толщине более 15 мм – X-образную разделку (рис. 1, 4), при толщине свыше 20 мм – чашеобразную простую или двустороннюю разделку (рис. 1, 5, 6). При соединении внахлестку (рис. 1, 7) величина перекрытия кромок равна 3-5-кратной толщине свариваемых частей. Электрозаклепками (рис. 1, 8) обеспечивается получение прочных (но не плотных) соединений; для сварки верхний лист просверливается (или пробивается) и при заварке отверстия приваривается и нижний лист; тонкие (до 3 мм) листы проплавляют дугой по-целому, без отверстий. Угловые соединения (рис. 1, 9) чаще всего получают без специальной разделки кромок. Тавровые соединения для конструкций, несущих небольшие нагрузки, выполняют без скоса кромок (рис. 1, 10); при больших нагрузках для элементов толщиной 10 - 20 мм применяют односторонний (рис. 1, 11), а при толщине более 20 мм – двусторонний скос (рис. 1, 12).
Приведенные виды разделки кромок и виды швов характерны для дуговой и газовой сварки. Сварка с глубоким проплавлением (лазерная, плазменная, электронно-лучевая) не требует сложной подготовки кромок; другие виды сварки (электрошлаковая, ультразвуковая, холодная, контактная, диффузионная, термитная, сварка взрывом, трением) требуют лишь выравнивания и очистки свариваемых поверхностей.
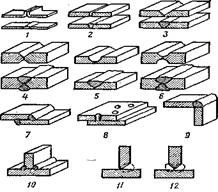
Рис. 1.
Структура сварных швов термического класса зависит от вида сварки и ее технологии. При значительной массе проплавляемого металла и соответственно времени формирования шва (дуговая, электрошлаковая, газовая, термитная сварка) образуются участки (рис. 2 ) литого металла (/), перегрева (2), перекристаллизации (3), рекристаллизации (4). Для таких видов сварки характерны значительная зона термического влияния и связанных с этим напряжений, что нередко требует последующего отжига или нормализации заготовок; кроме того, шов более или менее загрязнен газами и шлаками.
Другие виды сварки (электронным лучом, лазерная, плазменная) выполняются за доли секунды, дают тонкий и чистый шов, свободный от дефектов.
Сварка по способам, отнесенным к механическому классу, осуществляется под действием сил, вызванных усилием осадки Р (рис. 3 ), направленных нормально к поверхности соединения, а пластическая деформация развивается параллельно этой поверхности, так как атомы поверхностного слоя не могут внедряться в глубь металла и находят перемещение от середины к периферии поверхности соединения.