Контрольная работа: Проектування друкованих плат
Якщо величина δij незначна, вона може бути скомпенсована у результаті операції при складанні (метод підгонки), якщо δij порівняно велика, — уводиться додатковий елемент — компенсатор.
Питання 4. Захисне заземлення. Навести схему захисного заземлення і визначити параметри, що забезпечують безпечні умови використання обладнання.
Захисне заземлення – спеціальне електричне з’єднання із землею або її еквівалентом металевих неструмопровідних частин, які можуть опинитися під напругою. Захисне заземлення зменшує напругу на корпусі відносно землі до безпечного значення, тобто зменшує і струм, що проходить через тіло людини.
На схемі наведено дію захисного заземлення:
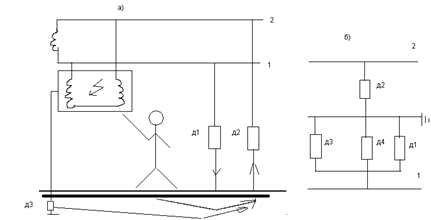
Рис. 2 – Схема захисного заземлення 2х провідної мережі: а) електрична схема; б) схема заміщення.
Звідси напруга:
![]()
де U - напруга, на корпусі, В;
Д2 – провідність ізоляції провода, 1/Ом;
Д3 – провідність заземлення, 1/Ом;
r3 – опір заземлення, Ом;
r2 – опір ізоляції провода, Ом;
Струм, що проходить через людину:
![]()
Питання 5. Основні розрахункові співвідношення
Відповідь
Визначення оптимальної структури ТП складання і монтажу; оцінка основних його техніко-економічних показників проводиться статистичними методами. За основу вибирається одна зі статистичних моделей. Розглянемо методику статистичного моделювання стосовно до процесу складання і монтажу складальної одиниці на друкованій платі.
У результаті операції складання до ведучого напівфабрикату (плати) послідовно приєднується п деталей. Позначимо їхні параметри до моменту початку складання t≤tН: для ведучого напівфабрикату αj, а для відомих αj1, αj1, …, αjk. Операція складання продовжується, якщо в необхідний момент часу є відповідна деталь, у противному випадку відбувається зрив операції. У момент закінчення складання t≥tk одержуємо складальну одиницю зі значенням вихідного параметра Пj, Кожна деталь, яка приєднується до ведучого напівфабрикату, піддається перевірці протягом часу τпр. Вона з імовірністю Рбр може виявитися бракованою й у цьому випадку заміняється новою, якісною, якщо така є. Операція складання продовжується обмежений час, тому що режим переміщення складальної одиниці по ходу процесу є жорстким. Якщо вона не укладається у встановлену норму часу, то відбувається зрив операції складання. Після закінчення процесу й отримання готового виробу, а також після випадків зриву операції переходять до складання чергового виробу. Використовуване для складання устаткування підготовляється до операції протягом часу τГ, який може бути детермінованою або випадковою величиною. Процес досліджується доти, поки дотримується умова ![]() , де
, де ![]() — момент надходження на складання ведучого напівфабрикату; Т — період функціонування.
— момент надходження на складання ведучого напівфабрикату; Т — період функціонування.
Розіб'ємо складальну операцію на i=1, 2, …, п найпростіших операцій, які полягають у приєднанні до ведучого напівфабрикату тільки однієї деталі. Тривалість i-ї операції для j-го вузла позначимо ![]() , а момент її закінчення —
, а момент її закінчення — ![]() . При формалізації її зручно представити в наступному вигляді
. При формалізації її зручно представити в наступному вигляді
![]() ,
,
де ![]() ,
, ![]() ,
, ![]() — час формування, установки і кріплення (паяння) деталей, який визначається, виходячи з наявного на підприємстві устаткування або на підставі галузевих стандартів.
— час формування, установки і кріплення (паяння) деталей, який визначається, виходячи з наявного на підприємстві устаткування або на підставі галузевих стандартів.
Для кожної операції (складання, контролю якості) накопичується статистичний матеріал про зміну їхніх тривалостей у часі (наприклад, шляхом хронометражу робочого часу). На підставі наявних дослідних і довідкових даних установлюються детерміновані в часі показники процесу складання і ймовірних діапазонів їх зміни: тривалість підготовки до операції ![]() , інтенсивність перевірки якості деталей
, інтенсивність перевірки якості деталей ![]() , ймовірність появи браку деталей
, ймовірність появи браку деталей ![]() та ін. Накопичений статистичний матеріал представляється в компактній, зручній для сприйняття ЕОМ формі: установлюються закони розподілу (рис. 3), визначаються їхні числові характеристики.
та ін. Накопичений статистичний матеріал представляється в компактній, зручній для сприйняття ЕОМ формі: установлюються закони розподілу (рис. 3), визначаються їхні числові характеристики.

а) б) в) г)
Рисунок 3 — Розподіл характеристик процесу складання: а) інтервалів між моментами надходження ведучого напівфабрикату; б) тривалості перевірки якості деталей; в) тривалості операції складання; г) вихідного параметра — маси виробу
Це дозволяє розрахувати за допомогою рівнянь ритм складання
![]() ,
,
кількість деталей, необхідна для складання за аналізований період,