Контрольная работа: Семь инструментов контроля качества
Рис. 5 - Диаграмма разброса: имеется прямая взаимосвязь между показателями качества
2.6 Диаграмма Исикавы
Причинно-следственная диаграмма (диаграмма Исикавы, «рыбий скелет»)- демонстрирует отношения между проблемой и ее возможными причинами. Обеспечивает модель установления связей между проблемой и факторами, влияющими на нее. Причинно-следственная диаграмма полезна для устранения причин появления проблем, а также полезна для понимания эффектов воздействия нескольких факторов на процесс. Анализируется четыре основных причинных фактора: человек, машина (оборудование), материал и метод работ. При анализе этих факторов выявляются вторичные, третичные и т.д. причины, приводящие к дефектам и подлежащие устранению. Для анализа дефектов и построения диаграммы необходимо определить максимальное число причин, которые могут иметь отношение к допущенным дефектам. Такую диаграмму еще называют диаграммой «четыре М» по составу основных факторов (рис. 6).
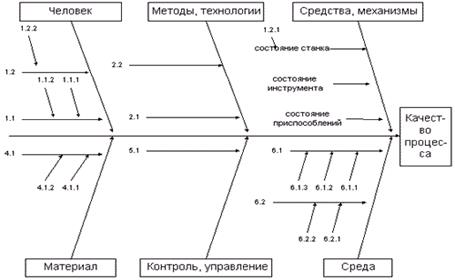
Рис. 6 - Пример диаграммы Исикавы
2.7 Контрольная карта
Контрольные карты - специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на рис. 7. Они отображают характер изменения показателя качества во времени.
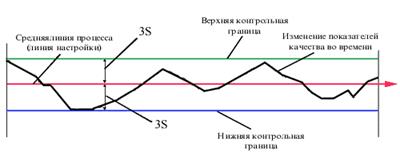
Рис. 7 - Общий вид контрольной карты
Контрольные карты по количественным признакам - это как правило сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я - разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S. В настоящее время обычно используются x - S карты, x - R карты используются реже.
Контрольные карты по качественным признакам (рис. 8) :
Карта для доли дефектных изделий (p-карта). В p-карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки - переменный.
Карта для числа дефектных изделий (np-карта). В np-карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки - постоянный.
Карта для числа дефектов в выборке (с-карта). В с-карте подсчитывается число дефектов в выборке.
Карта для числа дефектов на одно изделие (u-карта). В u-карте подсчитывается число дефектов на одно изделие в выборке.
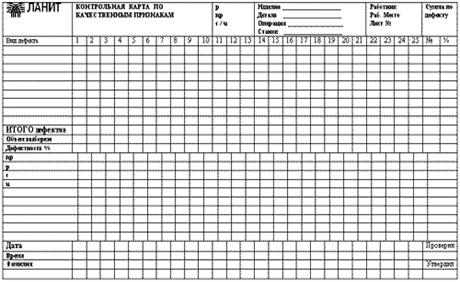
Рис. 8 - Бланк контрольной карты
Вывод
Рассмотренные семь инструментов контроля качества – простые и надежные средства для систематического решения большего количества (до 95%) проблем, касающихся контроля качества в самых разных областях.
При осуществлении контроля качества производится обязательный сбор данных, а затем их обработка с помощью статистических инструментов контроля качества. Овладеть ими обязан каждый менеджер по качеству, и пользоваться ими после соответствующей подготовки могут все участники процесса.
Методы применяются как непосредственно в производстве, так и на различных стадиях жизненного цикла продукции. Причем необязательно в процессе решения задачи должны использоваться все семь методов. Каждый метод может находить свое самостоятельное применение в самых различных случаях.
Достоинство метода - наглядность, простота освоения и применения.
Недостаток метода - низкая эффективность при проведении анализа сложных процессов.
Список литературы
1. Статья «Метод Семь основных инструментов контроля качества» Кузьмин А.М. , http://www.inventech.ru/lib/glossary/7basmeth/
2. Статья «7 простых инструментов контроля качества», Полховская Т., Адлер Ю., Шпер В., http://quality.eup.ru/DOCUM4/7_instrum.htm
3. http://www.management.com.ua/qm/qm036.html
4. http://ludenus.ru/articles/protsess-kontrolya-kachestva-instrumenty-i-metody-html/4/
5.http://ru.wikipedia.org